
14 10月 Aluminium Degassing With Nitrogen
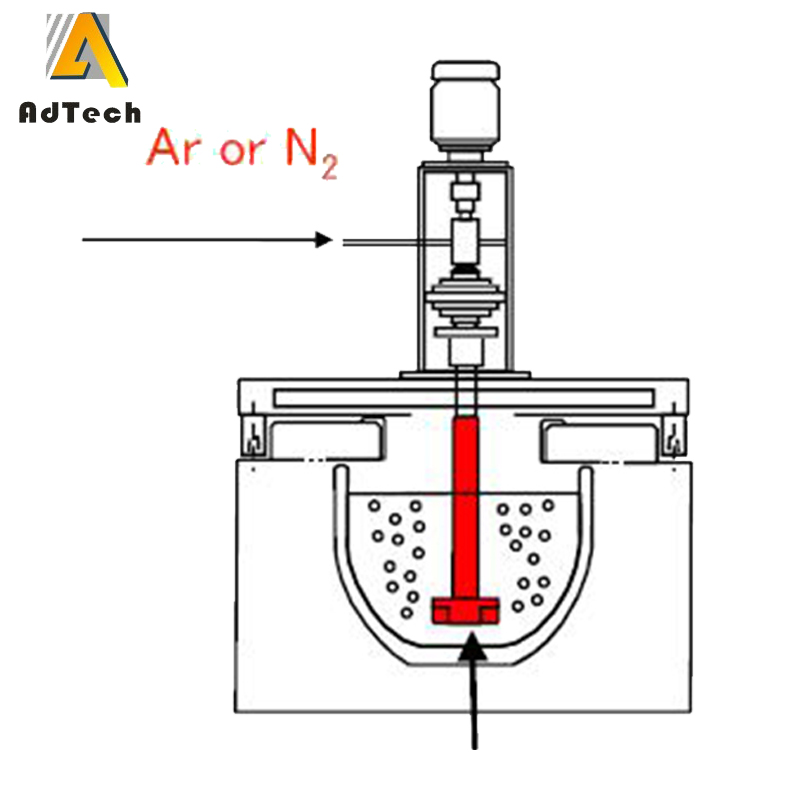
Aluminium Degassing With Nitrogen is usually done using a rotating impeller deaerator (RID). In fact, not all rotary deaerators are the same. It is important to have an optimal head design to produce high efficiency, small bubbles. By shortening the processing time and reducing the use of gas, significant cost savings can be achieved.
In the past, the metal casting industry tended to simple head design, lower manufacturing cost, but can produce larger bubbles. Due to reduced efficiency, this path presents a false economy.
Once the degassing device is fully lowered to the place where the liquid metal and the shaft are in place, Aluminium Degassing With Nitrogen can begin.
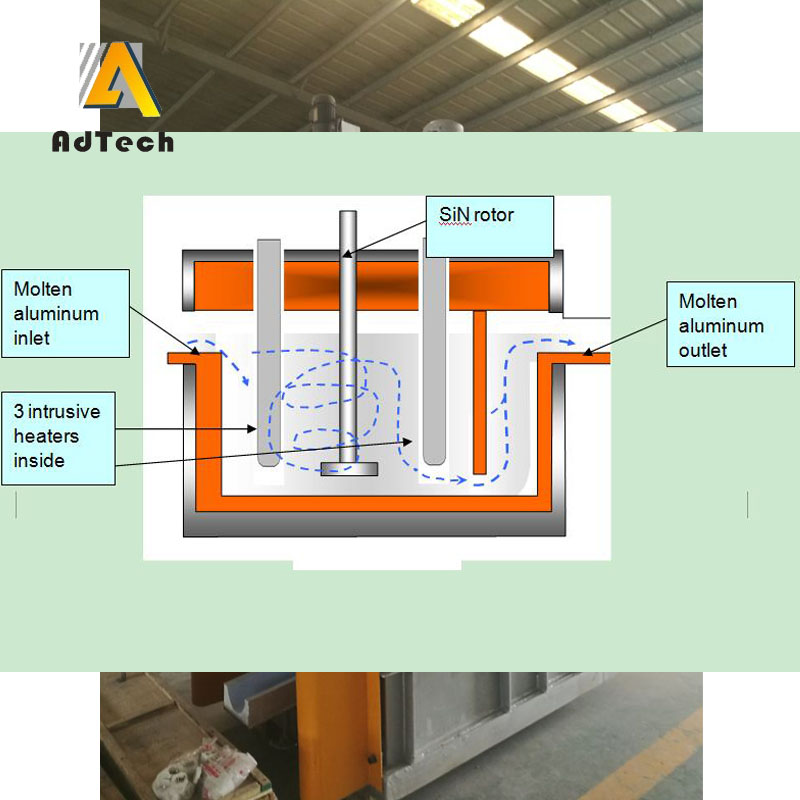
The best shaft position is slightly off the center line of the box to help avoid vortex formation and its circular rotation in the liquid metal. The offset distance is 2-4 inches.
Adtech Aluminium Degassing Unit uses baffles in the box design, because the baffles oppose the circulation of the metal and reduce the formation of eddy currents.
Removed in the proper position, the unit should be turned on and the shaft speed should be set to 300 rpm. The inert gas flow should also be turned on, and the operator should adjust the gas flow and shaft speed.
When the bubbles float to the surface of the liquid metal, the gas flow should be increased until the bubbles are seen.
As the gas flow increases, the size of the bubbles also increases.
The ideal result of Aluminium Degassing With Nitrogen is a good dispersion of small bubbles while maintaining a relatively quiet surface.
When finding the best combination of flow and shaft speed, please pay attention to the parameters to be used in the future.
Also pay attention to the total degassing time, usually between 4 and 8 minutes, unless the temperature is very high or the amount of gas required is very low.
The following are the five main types of irregularities found in aluminum castings
Shrinkage-Shrinkage defects occur during curing. An open shrinkage defect is found on the surface of the casting, and when an isolated liquid is formed in the solidified metal, a closed shrinkage defect is formed inside the casting.
Gas porosity-Liquid aluminum can hold large amounts of dissolved gas, while solid aluminum cannot. As a result, the gas will form bubbles in the metal as it cools, thereby reducing the overall strength of the casting. Gas porosity is most commonly caused by dissolved hydrogen in molten metal.
Pouring metal defects-errors can occur when pouring molten metal. Liquid metal may not fill the entire mold cavity, resulting in unfilled parts. Or, the two leading edges of the metal may not fuse properly in the mold cavity, resulting in weak spots.
Metallurgical defects-Sometimes, the chemical composition of the metal cannot provide the best cooling conditions. This can cause hot spots-hard areas on the surface of the casting cool faster than the surrounding metal.
Mold defects-the metal is weak when hot. If the mold is not properly designed, residual stresses will be generated in the material during cooling, leading to thermal cracks.
Related posts:
 Aluminium Degassing solutions with nitrogen
Aluminium Degassing solutions with nitrogen
 Aluminium Degassing Nitrogen
Aluminium Degassing Nitrogen
 Castable Refractory Degassing Molten Aluminum With Nitrogen
Castable Refractory Degassing Molten Aluminum With Nitrogen
 Degassing With Nitrogen
Degassing With Nitrogen
 Aluminium Degassing Process In Casting
Aluminium Degassing Process In Casting
 Aluminium Degassing Equipment
Aluminium Degassing Equipment
 Metal Metallurgy Casting Foundry Aluminium Degassing Treatment
Metal Metallurgy Casting Foundry Aluminium Degassing Treatment
 Molten Aluminium Degassing Machine
Molten Aluminium Degassing Machine
 Nitrogen Degassing Unit
Nitrogen Degassing Unit
 Rusal Aluminum Supplier-Nitrogen Degassing Machine
Rusal Aluminum Supplier-Nitrogen Degassing Machine
 Aluminium In Line Degassing Unit Machine
Aluminium In Line Degassing Unit Machine
Sorry, the comment form is closed at this time.