17 11月 Ceramic Foam Filters Sizing
Ceramic Foam Filters Sizing
To obtain an optimum mold fill rate, it is important to calculate the proper filter size for each specific casting application. The filter must be large enough so that it doesn’t retard or choke the flow of molten metal or become blocked with retained inclusions before the casting is completed. To achieve as close to the original unfiltered flow as possible, the filter must be several times larger than the choke area of the gating system. The following casting parameters must require careful consideration.
Flow rate factors–filter pore size number (10, 15, 25) and choke area of the gating system.
Blockage factors–filter pore size number (10, 15, 25) and melt quality including: melting stock, alloy chemistry, melt treatment and quantity of metal to be filtered.
To achieve an adequate flow rate, the filter must be sized so its frontal area is several times greater than the total choke area in the gating system. As the filter area/choke area increases, the mold fill rate increases exponentially. At filter area/choke area ratios less than four, the filter significantly increases the pour time in comparison with unfiltered pouring.
At filter area/choke area rations above eight, the pour time is virtually unaffected by the filter. If the ratio is in the four-to-eight range, a slight increase in pouring time may be evident.
It is generally recommended to use a filter area/choke area ratio of at least four, but for thin-sectioned castings the ratio should be higher. Finer pore sizes (#15 and 25) slightly increase the filter flow restriction and may require a slight increase in the filter area. Multiplying the choke area by the desired filter/choke area ratio yields the required filter size.
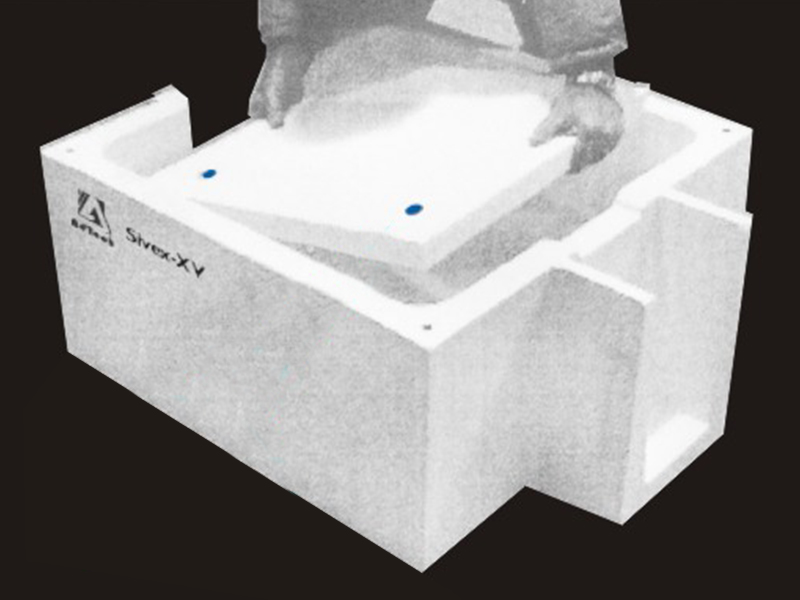
It is important that the effective filter is used for the calculation. The effective filter area is defined as the inlet area of the filter that isn’t covered by the print in the mold. The blockage factors are to be used as guidelines. Many foundries with sound metal processing practices are able to pass much more aluminum per square inch than mentioned in the table.
Related posts:
 Foundry Ceramic Foam Filter
Foundry Ceramic Foam Filter
 Foundry Filters Suppliers
Foundry Filters Suppliers
 Foundry Foam Filters
Foundry Foam Filters
 Ceramic candle filter manufacturers
Ceramic candle filter manufacturers
 Alumina Ceramic Foam Filter Introduction
Alumina Ceramic Foam Filter Introduction
Alumina Ceramic Foam Filter Introduction
Alumina Ceramic Foam Filter Introduction
 Metallurgical Industry Aluminium Foundry Ceramic Filters
Metallurgical Industry Aluminium Foundry Ceramic Filters
 Ceramic Filter Foam
Ceramic Foam Filter Suppliers
Ceramic Filter Foam
Ceramic Foam Filter Suppliers
 Ceramic Filter For Foundry
Ceramic Filter For Foundry
No Comments