
08 10月 Poroous Foam Filter
Poroous Foam Filter
Casting of the front frame of a jet engine with a diameter of 82 cm and a mass of 40 kg is made of Al-alloy (A 201) by sand casting.
In the manufacture of such castings using steel grids in the body of the castings, a significant amount of scattered slag inclusions was observed.
The use of a ceramic foam filter made it possible to completely eliminate the appearance of these defects in these castings. For the manufacture of this casting, four feeders and four pairs of filters are used.
The gearbox cover for a helicopter weighing 13 kg (overall dimensions 25 x 35 x 10 cm) must meet the requirements for castings of group C (the highest degree of quality of castings for general purposes). In such castings no more than two foreign inclusions detected by radiographic inspection are allowed.
Using the usual technology, 300 castings were made, of which 75 (25%) were rejected, this number (75) does not include castings whose surface defects were corrected. After installing the ceramic foam filter, 155 castings were made, of which 154 were suitable.
A support weighing 350 kg was made into sand forms from alloy 535. The processed surfaces should not have any defects.
This requirement is difficult to fulfill under ordinary conditions, since alloy 535, having a significant amount of magnesium, is prone to the formation of oxide inclusions.
In ordinary castings, some surface defects are eliminated by welding and subsequent grinding.
Out of every five castings obtained by conventional technology, only two were suitable.
The installation of two 10×10 ceramic filters made it possible to obtain castings that did not require welding of surface defects.
The impeller of the compressor is made of alloy A 201 in plaster molds. The casting mass is 19 kg, the diameter is 4 cm and the height is 18 cm.
No defects are allowed on the impeller blades. Of the 125 castings manufactured using conventional technology, only 96 were suitable. After installing ceramic filters in each feeder, 155 castings were cast, of which 154 were suitable, and 1 was defective (but not due to the presence of inclusions).
The use of ceramic foam filters in the manufacture of precision castings (radar and aircraft parts) was tested. In this case, the filter was manufactured as part of a lost wax model.
A detail of the radar – a box casting weighing 3 kg and a size of 35 x 15 x 20 cm was made of alloy A 356. Initially, 200 castings were made using conventional technology (with filter screens). Of these, 160 castings (80%) were suitable, and 40 (20%) were defective. Installation of filters (5×5 cm) allowed to completely eliminate defects in castings.
The high efficiency of Poroous Foam Filter compared to conventional mesh filters can be explained by their multi-wall structure.
Poroous Foam Filter can trap very small inclusions (about 3 microns), while when using strainers, the size of the inclusions is determined by the size of the open mesh opening (usually at least 1250 microns).
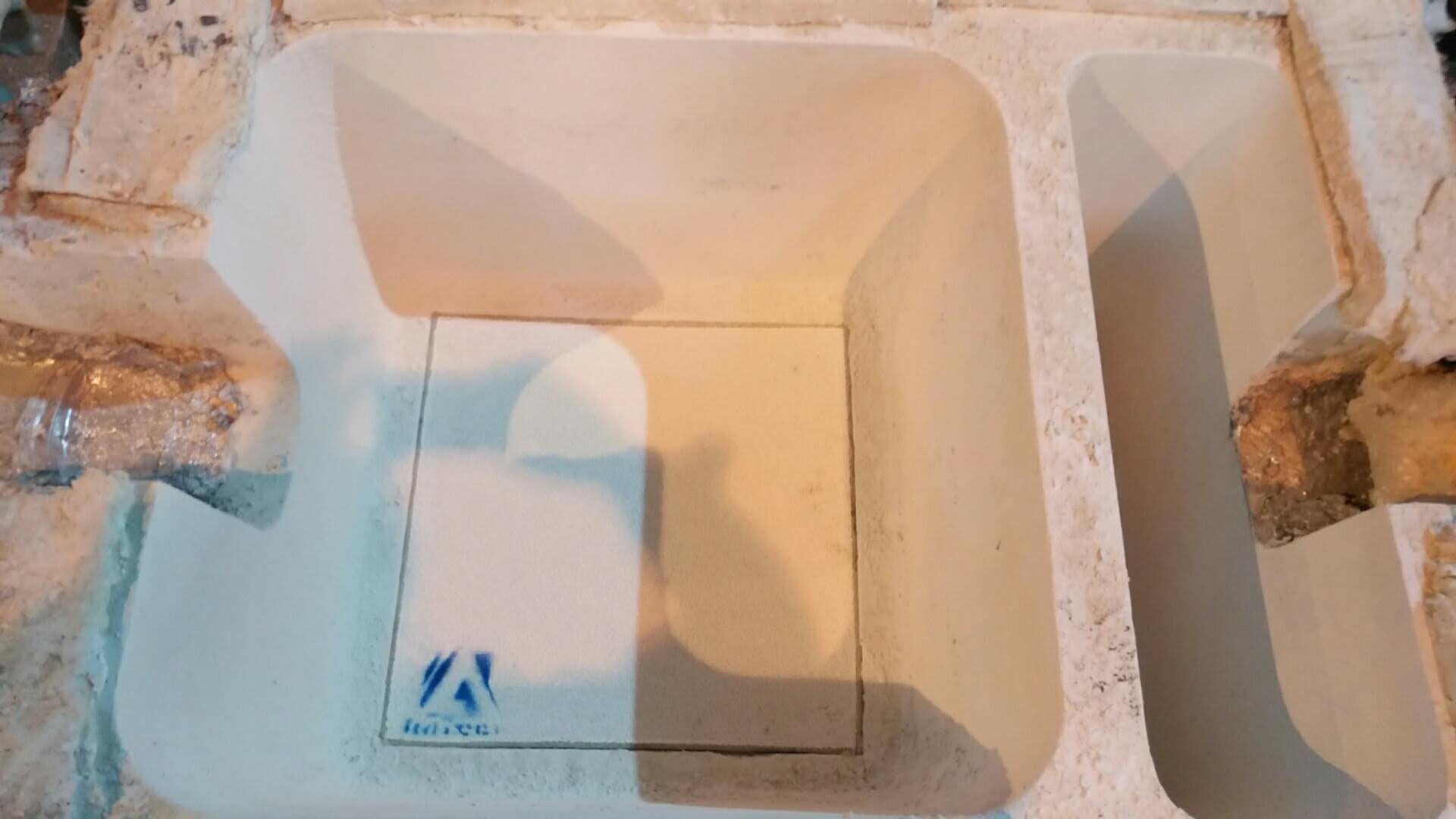
Another important advantage of ceramic filters is the smooth filling of the mold cavity with liquid metal without turbulence (when using conventional grids, turbulent movement and gushing of the metal in the mold cavity often occur).
Related posts:
 Alumina Ceramic Foam Filter Plate
Alumina Ceramic Foam Filter Plate
 Why Ceramic Foam Filters?
Why Ceramic Foam Filters?
 molten aluminium Ceramic Filter Foam
molten aluminium Ceramic Filter Foam
 How To Make Ceramic Foam Filter
How To Make Ceramic Foam Filter
 What Is Ceramic Foam Filter
What Is Ceramic Foam Filter
 10-60 Ppi Alumina Ceramic Foam Filter
10-60 Ppi Alumina Ceramic Foam Filter
 Ceramic foam filter for casting factory to enhance casting product quality
Ceramic foam filter for casting factory to enhance casting product quality
 Alumina Foam Filters
Alumina Foam Filters
 Aluminum Casting Alumina Ceramic Foam Filter
Aluminum Casting Alumina Ceramic Foam Filter
 Ceramic Foam Filter Cff
Ceramic Foam Filter Cff
 Ceramic Foam Filter Singapore
Ceramic Foam Filter Singapore
Sorry, the comment form is closed at this time.