
27 8月 Liquid Aluminum filter
Liquid Aluminum filter
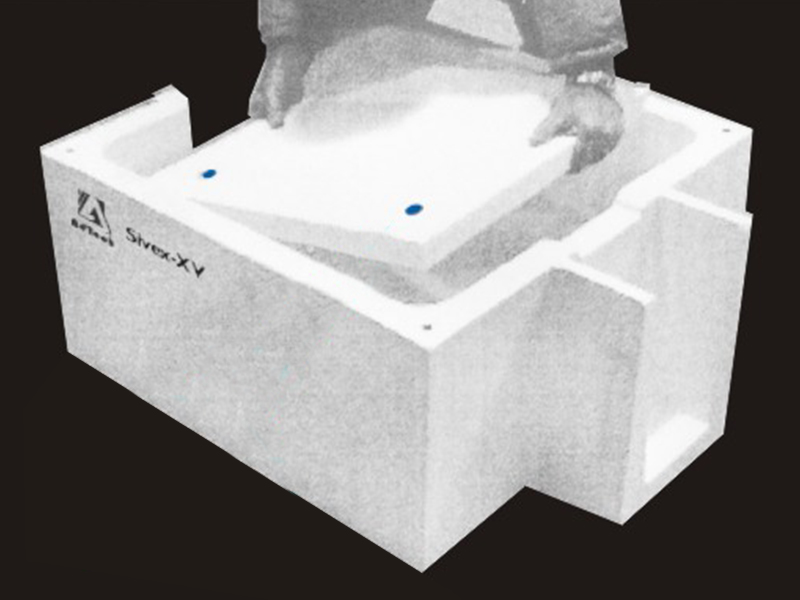
It’s very important to choose and design the Liquid Aluminum filter model & filter seat correctly according to casting types and pouring weight.
The general principle is that the whole gating system should be a system without pressure to ensure that the molten metal liquid fills the mold smoothly.
The ratio of the sectional area will be the main point.
Liquid Aluminum filter Advantages
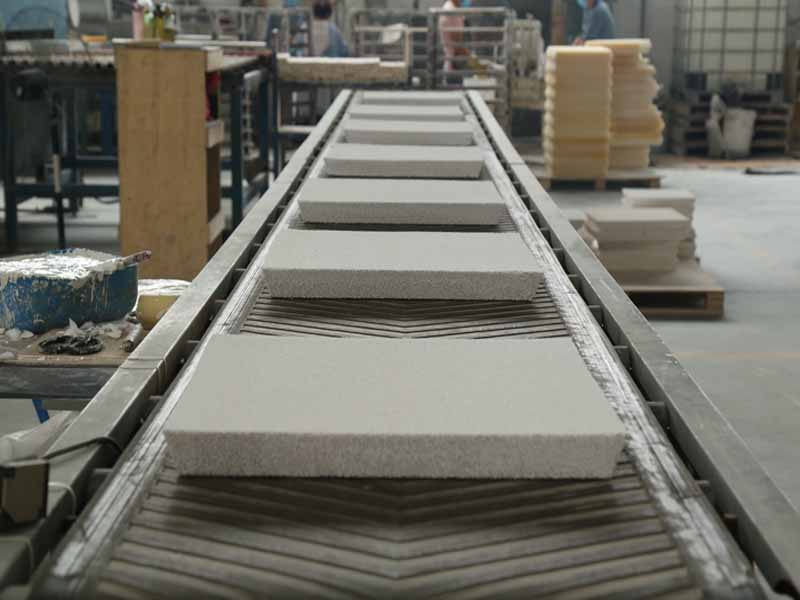
Increased Fluidity
Removal of inclusions makes the metal more fluid, resulting in easier mold fill, better-cast structure, and better thin-section castability.
Reduced Mold and Die Wear
Removal of inclusions and other nonmetallic debris from the melt reduces die soldering and mold-metal interaction, which degrades the mold surface and service life.
Longer Tool Life
Oxide as well as intermetallic inclusions create “hard spots” that damage tools in machining and finishing operations. Ceramic Foam Filter reduces tool wear and increases productivity.
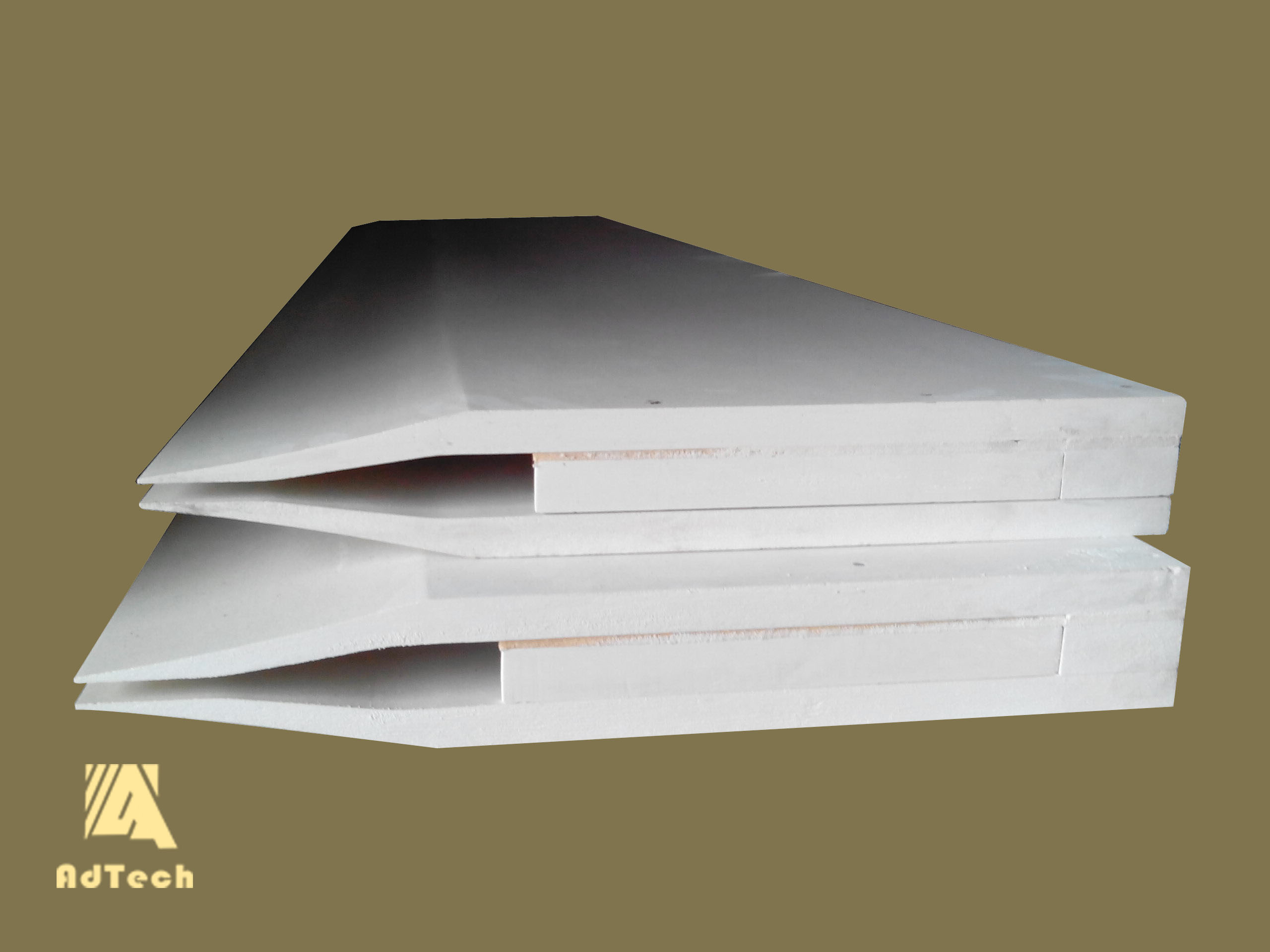
While adding the filter print to the mold plate, the filter seat has to be sized correctly to prevent filter breakage while casting.
It is recommended to have a filter size of approx.. 1/5” for filters up to 3×2”, filters up to 4×4” need 1/3“ of filter seat while filters larger than 4×4” need approx. filter seat.
Filters up to 4×4” can be positioned vertically or horizontally inside of the mold/runner, larger filters should be positioned horizontally only.
It is not recommended to position the filter at the bottom of the downspout, as the risk of filter breakage is significantly increased.
When ceramic foam filters are used, it is recommended to use a “pressure-free” casting system, to prevent re-oxidation of the molten Aluminum while casting.

Related posts:
 Ceramic Foam Filter Aluminum Columbia
Ceramic Foam Filter Aluminum Columbia
 Foundry Ceramic Foam Filter
Foundry Ceramic Foam Filter
 Aluminum Die Casting Release Agent
Aluminum Die Casting Release Agent
 Ceramic Filter Tank Box For Liquid Aluminum
Ceramic Filter Tank Box For Liquid Aluminum
 Ceramic Foam Filter For Liquid Aluminum
Ceramic Foam Filter For Liquid Aluminum
 Aluminium Plant Plugging Aluminum Liquid Aluminum Silicate Plug
Aluminium Plant Plugging Aluminum Liquid Aluminum Silicate Plug
 Dubal Aluminum-Liquid Aluminum Refining System
Dubal Aluminum-Liquid Aluminum Refining System
 Liquid Aluminum
Liquid Aluminum
 Liquid aluminum degassing
Liquid aluminum degassing
 Brazil Aluminum liquid filtration
Brazil Aluminum liquid filtration
 Aluminum liquid purification equipment
Aluminum liquid purification equipment
 Liquid Aluminum casting tip
Liquid Aluminum casting tip
No Comments