
07 8月 Liquid aluminum degassing
Liquid aluminum degassing method
In order to produce high-quality aluminum castings, foundries must remove excess hydrogen from the molten metal while conducting tests to ensure that this is indeed the case.
Liquid aluminum is extremely reactive, so when it comes in contact with moist air or moist tools, the decomposition of water will release hydrogen in the melt.
Excessive amounts of this dissolved gas have a documented deleterious effect on the mechanical properties of the final aluminum casting.
For anyone who makes castings, it is well known that dissolved gases have an important effect on the distribution and number of porosity and shrinkage.
The level of dissolved hydrogen must be controlled to reduce waste. In order to control the gas in aluminum, the caster must accomplish two things:
1. Prevent and minimize the introduction of hydrogen in the melt.
2. Measure and remove hydrogen before pouring.
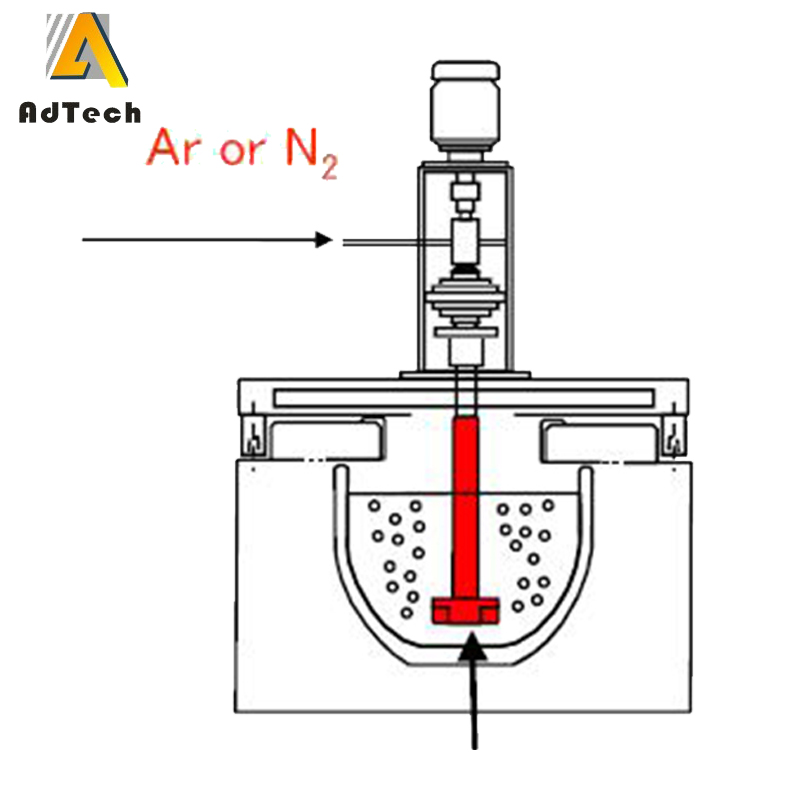
The ability to degas liquid aluminum is usually achieved by using a purge gas that is usually introduced into the melt by a rotary degassing unit.
The Liquid aluminum degassing process is limited by the laws of thermodynamics.
When purge bubbles are introduced into the melt, they float toward the surface, thereby collecting hydrogen. In the best case, these hydrogen-saturated bubbles leave the melt and reduce the hydrogen content.
In this case, from a thermodynamic point of view, the processing efficiency is 100%. However, as the gas content in the melt decreases, the equilibrium pressure of hydrogen in the bubbles will also decrease, so the amount of purge gas required to remove residual hydrogen must be increased.
Alloying elements also affect the solubility of hydrogen.
The role of alloying elements is characterized by changes in alloy correction coefficients. Table 1 shows some common casting alloys.
Alloys with larger values are more difficult to degas, so, for example, the degassing time of aluminum 535 is four times that of aluminum 535.
Pure aluminum. Fortunately, in most cases, these factors can be controlled, and the gas content and process required to eliminate excessive porosity in aluminum castings can be achieved without causing undue difficulties.

Practical degassing program
Degassing is usually done in one of the three areas of the metal casting equipment:
1. In the transfer ladle, it is used to transport metal between the melting and holding furnace.
2. In the crucible furnace, usually before casting the aluminum melt.
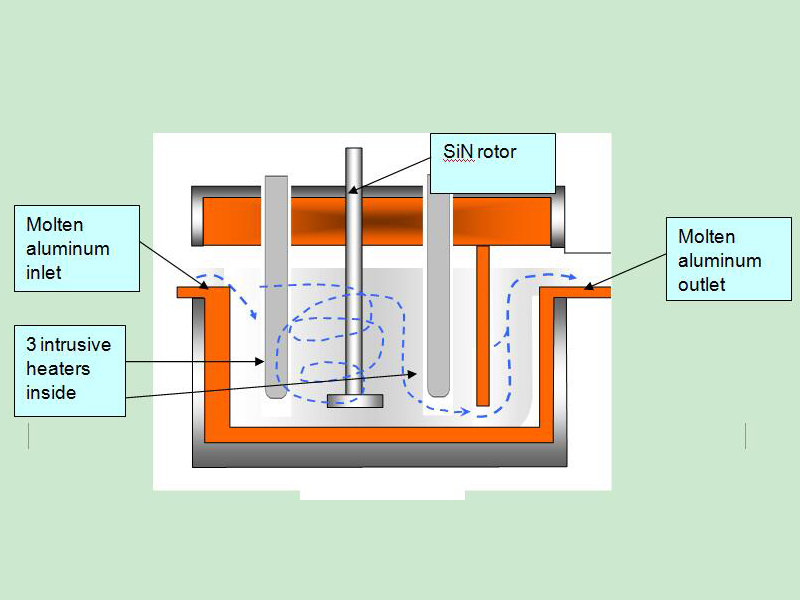
3. In the tandem system, when the metal is transferred to the holding furnace through the launder.
The first two options are the most common options, and the rotating impeller deaerator (RID) is usually used to complete the degassing operation of these two options.
In fact, not all rotary degassers are the same. It is important to have the best nozzle design to produce efficient small bubbles.
Shorter processing time and reduced gas usage can save a lot of cost.
In the past, the metal casting industry tended to adopt simple nozzle designs. This type of machine has a lower processing cost but produces larger bubbles.
Due to reduced efficiency, this path has brought wrong economic benefits.
Adjust process parameters
With the shaft in place, once the RID unit is completely lowered into the liquid metal, the Liquid aluminum degassing operation can begin.
The best shaft position is slightly offset from the center line of the crucible or ladle to help avoid vortex formation in the liquid metal.
The offset distance from the centerline is usually 2-4 inches.
The use of baffles is also a good idea, because the baffles can resist the cyclic movement of the metal and reduce the formation of vortices. There is a baffle inside the Adtech degassing unit.
Put the RID in the correct position, turn on the device and set the axis speed to 300 RPM.
The inert gas flow should also be turned on, and then the operator should adjust the gas flow and shaft speed.
The gas flow should be increased until you see bubbles floating on the surface of the liquid metal.
As the airflow increases, the size of the bubbles should increase.
The desired result is a good dispersion of small bubbles while maintaining a relatively quiet surface.
When finding the best combination of flow and shaft speed, please pay attention to the parameters for future use.
Also note that the total degassing time is usually between four and eight minutes, unless the temperature is high or the amount of gas required is small.
Related posts:
 Castable Refractory Degassing Molten Aluminum With Nitrogen
Castable Refractory Degassing Molten Aluminum With Nitrogen
 Aluminium In Line Degassing Unit Machine
Aluminium In Line Degassing Unit Machine
 Aluminum Liquid Degassing System
Aluminum Liquid Degassing System
 Degassing Machine Buy from Adtech China
Degassing Machine Buy from Adtech China
 Aluminium Liquid Degasser
Aluminium Liquid Degasser
 Degassing Molten Aluminum
Degassing Molten Aluminum
 Degassing Process In Aluminium
Degassing Process In Aluminium
 Aluminum liquid purification equipment
Aluminum liquid purification equipment
 Alcan Smelter Aluminum Degassing
Alcan Smelter Aluminum Degassing
 Aluminum Degassing
Aluminum Degassing
 Aluminum Ingot Continuous Casting Degassing Aluminum With Argon
Aluminum Ingot Continuous Casting Degassing Aluminum With Argon
 Degassing Aluminum
Degassing Aluminum
 Aluminum Degassing Machine
Aluminum Degassing Machine
Sorry, the comment form is closed at this time.