
13 6月 Rotary Degassing Unit
Rotary Degassing Unit
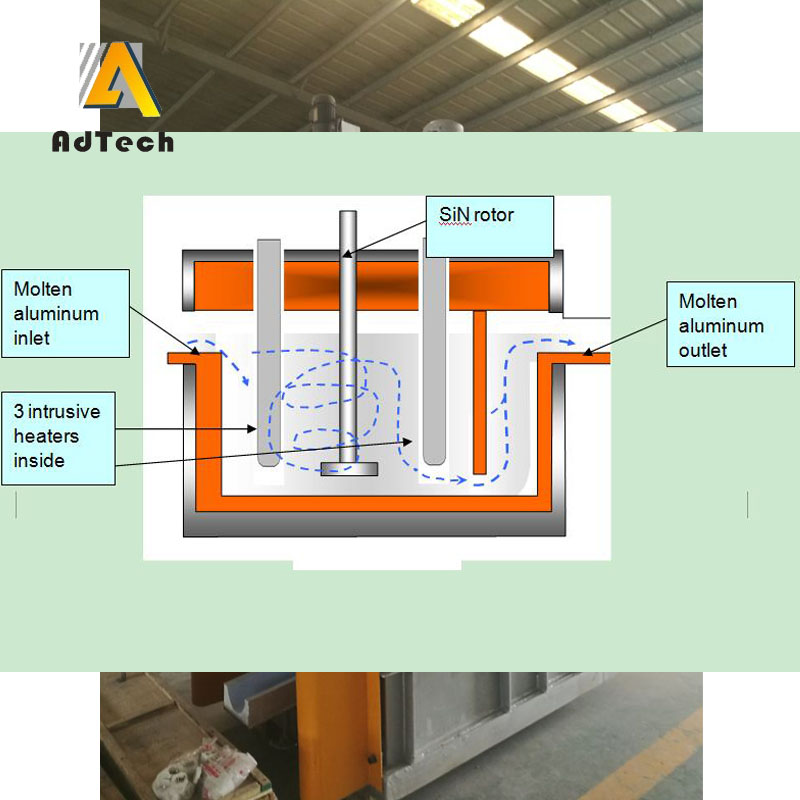
Aluminum Casting Nitrogen Rotary Degassing Unit
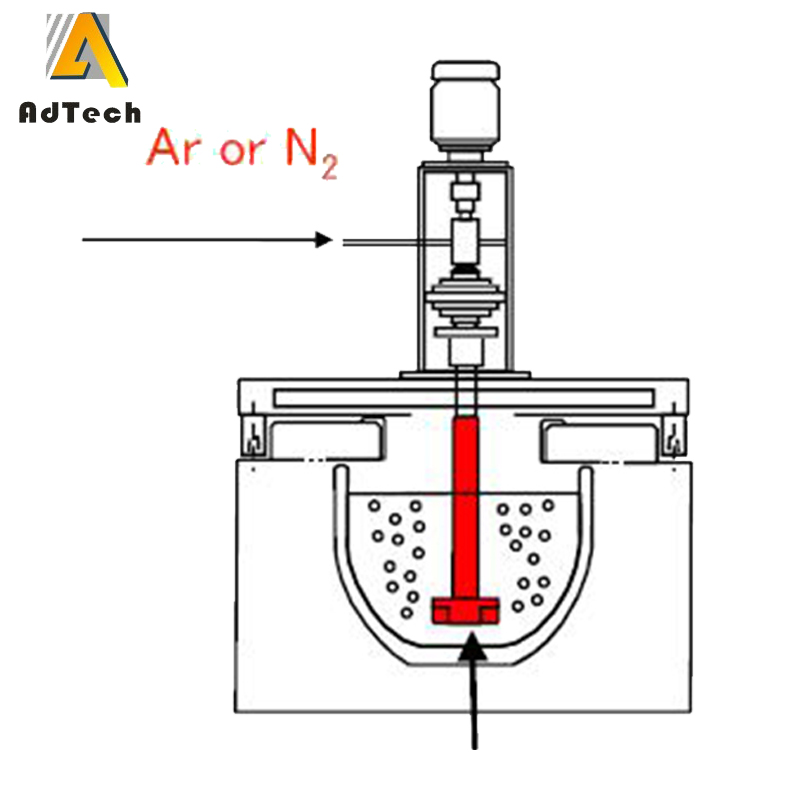
In the rotary degassing method an inert or chemically inactive gas (Argon, Nitrogen) is purged through a rotating shaft and rotor.
Energy of the rotating shaft causes formation of a large number of fine bubbles providing very high surface area-to volume ratio.
Large surface area promotes fast and effective diffusion of hydrogen into the gas bubbles resulting in equalizing activity of hydrogen in liquid and gaseous phases.
Nitrogen Rotary Degassing Unit allows achieve more complete hydrogen removal as compared to the flux degassing.
Additionally rotary degasser does not use harmful chlorine and fluorine containing salts.
Nitrogen Rotary Degassing Unit may also combine the functions of degassing and flux introduction.
In this case the inert gas serves as carrier for granulated flux. The method is called flux injection.

Advantages of Nitrogen Rotary Degassing Unit
high effectiveness of flux action due to better mixing with the melt;
short flux treatment time;
controllable flux introduction;
more environmentally friendly method of fluxing.
Classification of cast aluminum alloys.
Each cast aluminum alloy is designated by a four digit number with a decimal point separating the third and the forth digits.
The first digit indicates the alloy group according to the major alloying element:
1xx.x Aluminum 99.0% minimum;
2xx.x Copper (4%…4.6%);
3xx.x Silicon (5%…17%) with added copper and/or magnesium;
4xx.x Silicon (5%…12%);
5xx.x Magnesium (4%…10%);
7xx.x Zinc (6.2%…7.5%);
8xx.x Tin;
9xx.x Others.
The second two digits identify aluminum alloy or indicate the alloy purity.
In the alloys of the 1xx.x series the second two digits indicate the level of purity of the alloy – they are the same as the two digits to the right of the decimal point in the minimum concentration of aluminum (in percents): 150.0 means minimum 99.50% of aluminum in the alloy, 120.1 means minimum 99.20% of aluminum in the alloy.
In all other groups of aluminum alloys (2xx.x through 9xx.x) the second two digits signify different alloys in the group.
The last digit indicates the product form: casting (designated by “0”) or ingot (designated by “1” or “2” depending on chemical composition limits.)
A modification of the original alloy or impurity limits is indicated by a serial letter before the numerical designation. The serial letters are assigned in alphabetical order starting with A but omitting I, O, Q, and X (the letter “X” is reserved for experimental alloys).
Related posts:
 Degassing In Foundry
Degassing In Foundry
 Degassing Molten Aluminum
Degassing Molten Aluminum
 Degassing Aluminium
Degassing Aluminium
 Aluminium Degassing With Nitrogen
Aluminium Degassing With Nitrogen
 Aluminium Rotary Degasser with Nitrogen
Aluminium Rotary Degasser with Nitrogen
 Castable Refractory Degassing Molten Aluminum With Nitrogen
Castable Refractory Degassing Molten Aluminum With Nitrogen
 Rotary Degassing And Fluxing Unit For Aluminum Alloys
Rotary Degassing And Fluxing Unit For Aluminum Alloys
 Rotary Degassing Machines
Rotary Degassing Machines
 Rotary Degassing Aluminum Technology from China
Rotary Degassing Aluminum Technology from China
 Hoistable Degassing Unit
Hoistable Degassing Unit
 Nitrogen Degassing Unit
Nitrogen Degassing Unit
 Fixed Degassing Unit
Fixed Degassing Unit
 Mobile Degassing Unit
Mobile Degassing Unit
Sorry, the comment form is closed at this time.