
05 3月 Ladle Shrouds Long Nozzles
Ladle Shrouds Long Nozzles have good drainage and heat preservation effects, and the aluminum melt can flow smoothly and safely to the casting platform, so that the aluminum liquid casting with different liquid levels cannot be completed.
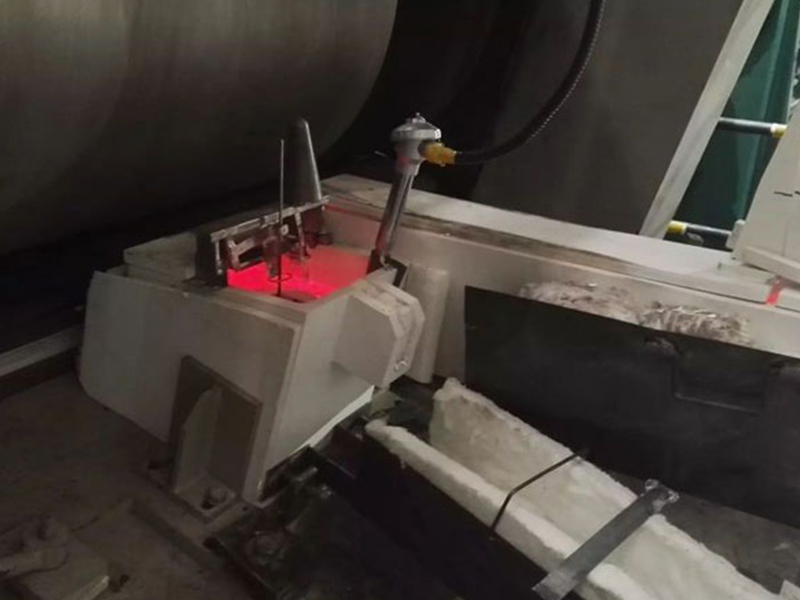
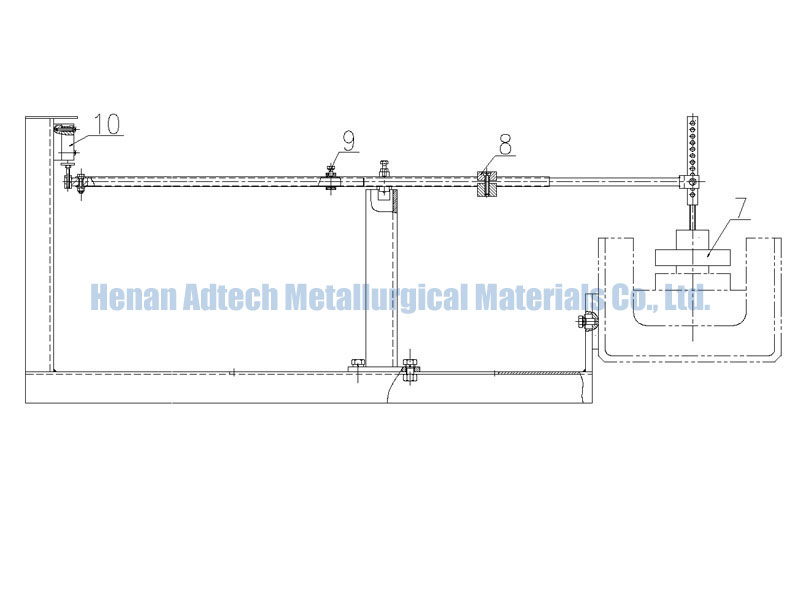
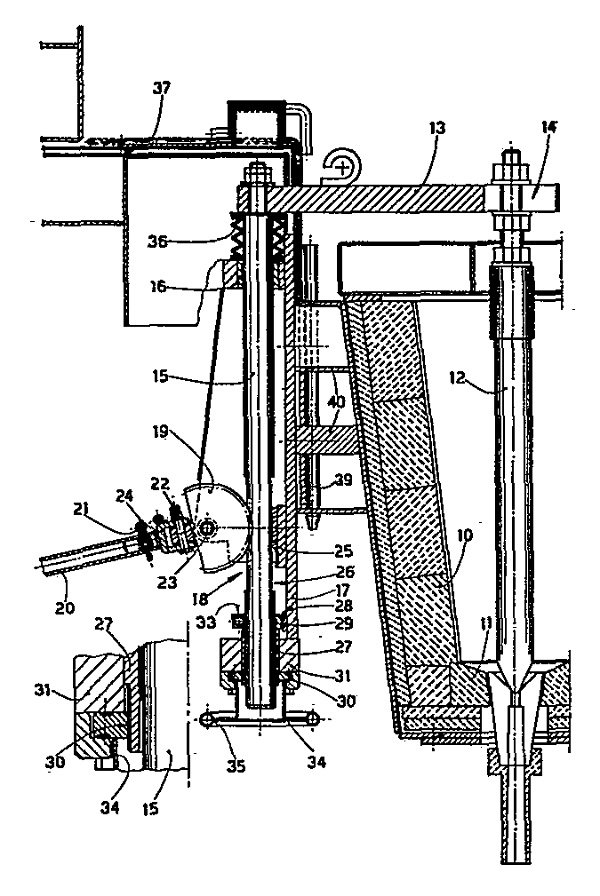
Ladle Shrouds Long Nozzles control device, including lifting shaft seat, lifting shaft, rack, stopper rod holding arm, stopper rod.
The lifting shaft seat is fixed on the side of the runner.
The lifting shaft is movably arranged in the through hole of the lifting shaft seat.
The rack is fixedly connected with the lifting shaft.
The stopper rod clamping arm is fixedly connected with the lifting shaft.
The stopper rod is fixedly connected with the lifting shaft.
The taper at the bottom of the stopper rod is movably set in the taper casting hole of the runner.
When the rack moves up and down, through the lifting shaft and the stopper rod clamping arm, the stopper rod is finally driven to move up and down.
The up and down movement of the stopper rod changes the gap between the cone at the bottom of the stopper rod and the cone-shaped casting hole of the launder, thereby controlling the speed of the copper alloy solution flowing downward from the cone-shaped casting hole in the launder.
The utility model of the launder casting hole plug rod control device, by controlling the downward flow rate of the copper alloy solution from the cone-shaped casting hole, achieves the purpose of controlling the copper alloy solution level in the mold, and has high control accuracy and fast response speed. , Can accurately control the liquid level of the copper alloy solution in the mold, so as to realize the stable control of the quality of the copper alloy.
What is the preparation work of the caster in the aluminum rod melting and casting workshop before casting?
Preparation before casting
1. Wear work clothes and protective mask before work to avoid high temperature burns.
2. Check the dryness of the launder and the integrity of the casting plate.
3. Clean the crystallizer, dry the water in the starter head, and preferably heat up the launder and splitter to 300°C to 400°C to prevent the molten aluminum from exploding when exposed to water or low temperature, and to ensure unblocked water eyes.
4. Before casting, supply cooling water to check whether the crystallizer is dripping and water is blocked. If there is any dripping, it proves that the crystallizer has not been installed properly and needs to be reinstalled. If there is water, it must be cleaned before casting.
5. Check the graphite ring and apply lubricating oil.
6. Check whether the starter head is in the normal position, and use compressed air to blow off the water in the starter head, and introduce the starter head into the crystallizer.
7. Before casting, the aluminum rod anti-tilt frame should be raised to the position of the crystallizer to prevent aluminum leakage from hanging on the anti-tilt frame during casting. If the anti-tilt frame is found to hang aluminum seriously during casting, the casting should be stopped immediately.
8. Open the water valve, start the water pump, and confirm that the water level and water pressure are normal before starting casting.
Casting
1. Open the boiling water port of the furnace and release the molten aluminum. After the filter, it is introduced into each crystallizer. When the molten aluminum reaches 80% of the heat preservation cap, open the casting pan water valve, close the drain valve, and adjust the water pressure to more than 0.2Mpa , At the same time, turn on the casting machine and lower it to start casting.
2. Pay attention to the stability of the control temperature during the casting process, the liquid level is stable and the metal flows evenly.
3. Observe the surface quality of the casting rod at any time during casting. When the internal control standard cannot be met, plug the mold with a plug to stop the casting.
4. It is strictly forbidden to install iron plates at the bottom of the ingot and under the lifting platform. Because it is blocked by the iron plate during the casting of aluminum leakage, it will accumulate to a certain amount of molten aluminum, which will cause serious consequences when encountering cold water.
5. After the molten aluminum fills the launder, the two skilled workers lift the gate at the same time, and use the iron grill to help catch the molten aluminum, so that the molten aluminum fills each shunt plate in the shortest time. If the shunt plate is filled with the molten aluminum for too long, It will cause the crystallizer that comes first to the aluminum liquid to have condensed, and the latter has not yet condensed, causing aluminum leakage when descending.
6. If there is aluminum leakage in the mold during casting, it should be plugged with a leak-proof plug in time. During normal casting, workers cannot leave their jobs.
7. When the casting starts to drop, if the number of leaking aluminum crystallizers is too large, the aluminum nozzle of the melting furnace should be plugged in time, and the aluminum liquid of the launder should be discharged to avoid the danger of excessive aluminum leakage.
8. During normal casting, the molten aluminum should be controlled at 70% height and not too full. For example, if the molten aluminum is too full, the molten aluminum will overflow on the shunt plate and cause danger.
9. At the beginning of casting, operators should pay special attention. The most problem is when the aluminum filling liquid of the gate is lifted and the aluminum rod is about 1 meter.
10. When the casting rod reaches the specified length, first block the aluminum nozzle of the smelting furnace, let the aluminum liquid in the launder and the flow plate flow out, turn off the casting machine and turn off the water.
Related posts:
 Upper Nozzles for a Tundish
Upper Nozzles for a Tundish
 Long Stoppers
Long Stoppers
 Tundish Nozzle
Tundish Nozzle
 Molten Aluminum Flow Box with Dual Pouring Nozzles
Molten Aluminum Flow Box with Dual Pouring Nozzles
 Casting knowledge – float flow control device
Casting knowledge – float flow control device
 Riser Sleeve
Riser Sleeve
 Feeder Casting Tip
Feeder Casting Tip
 Molten Aluminium Metal Runner
Molten Aluminium Metal Runner
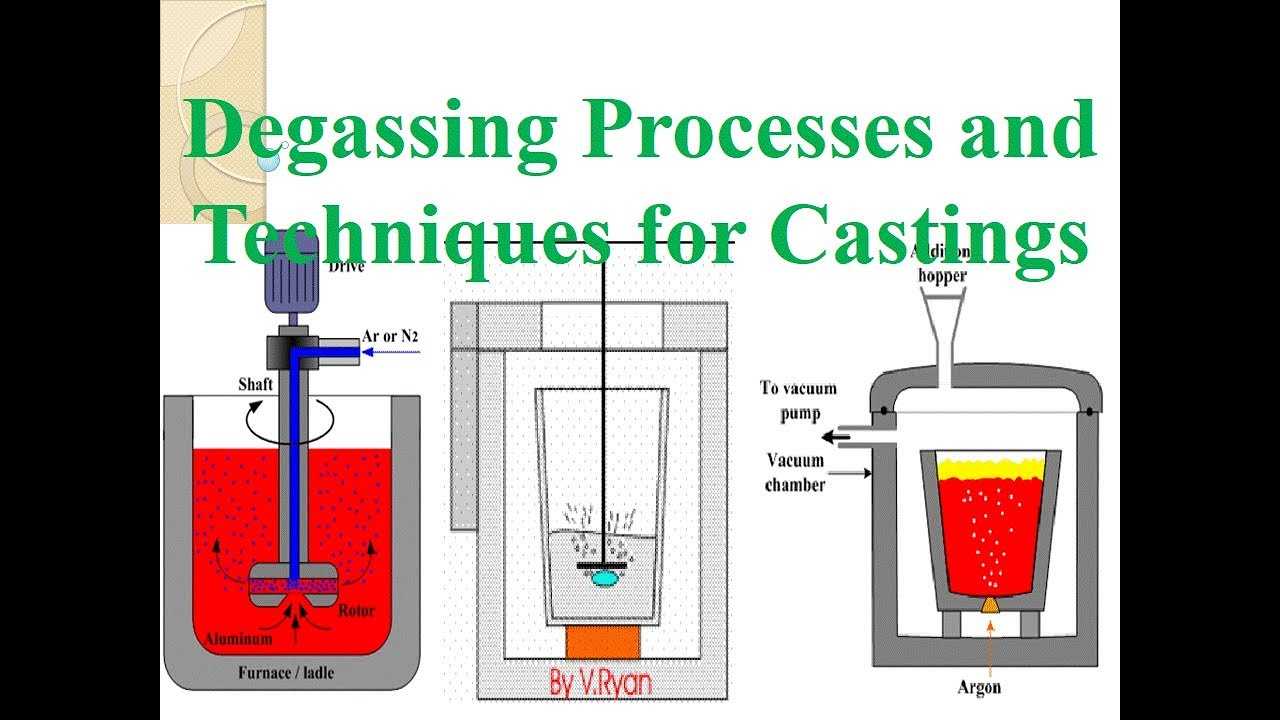 Degassing Process In Die Casting
Degassing Process In Die Casting
 Stopper rod mechanism
Stopper rod mechanism
 Casting Thimble
Casting Thimble
 Casting Bush
Casting Bush
 Launder Dam Price
Launder Dam Price
No Comments