10 Oct Casting and rolling Nozzles
Casting and rolling Nozzles
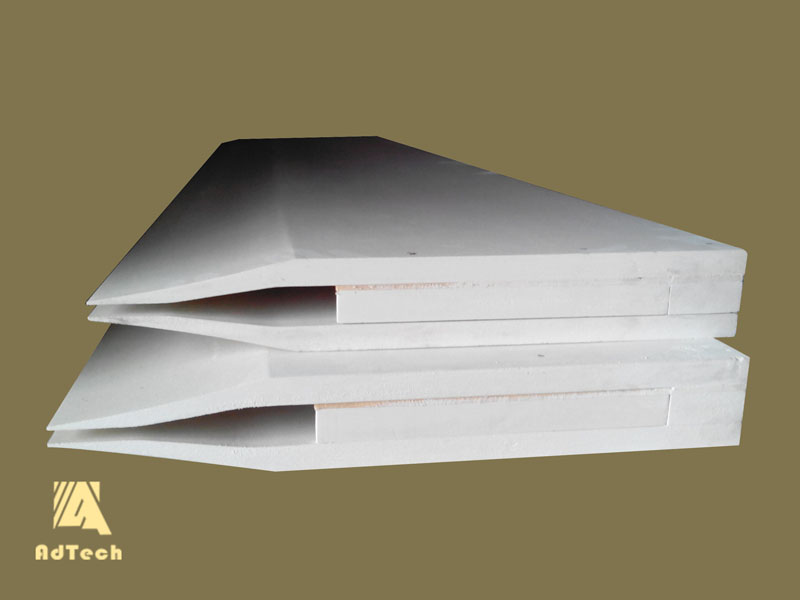
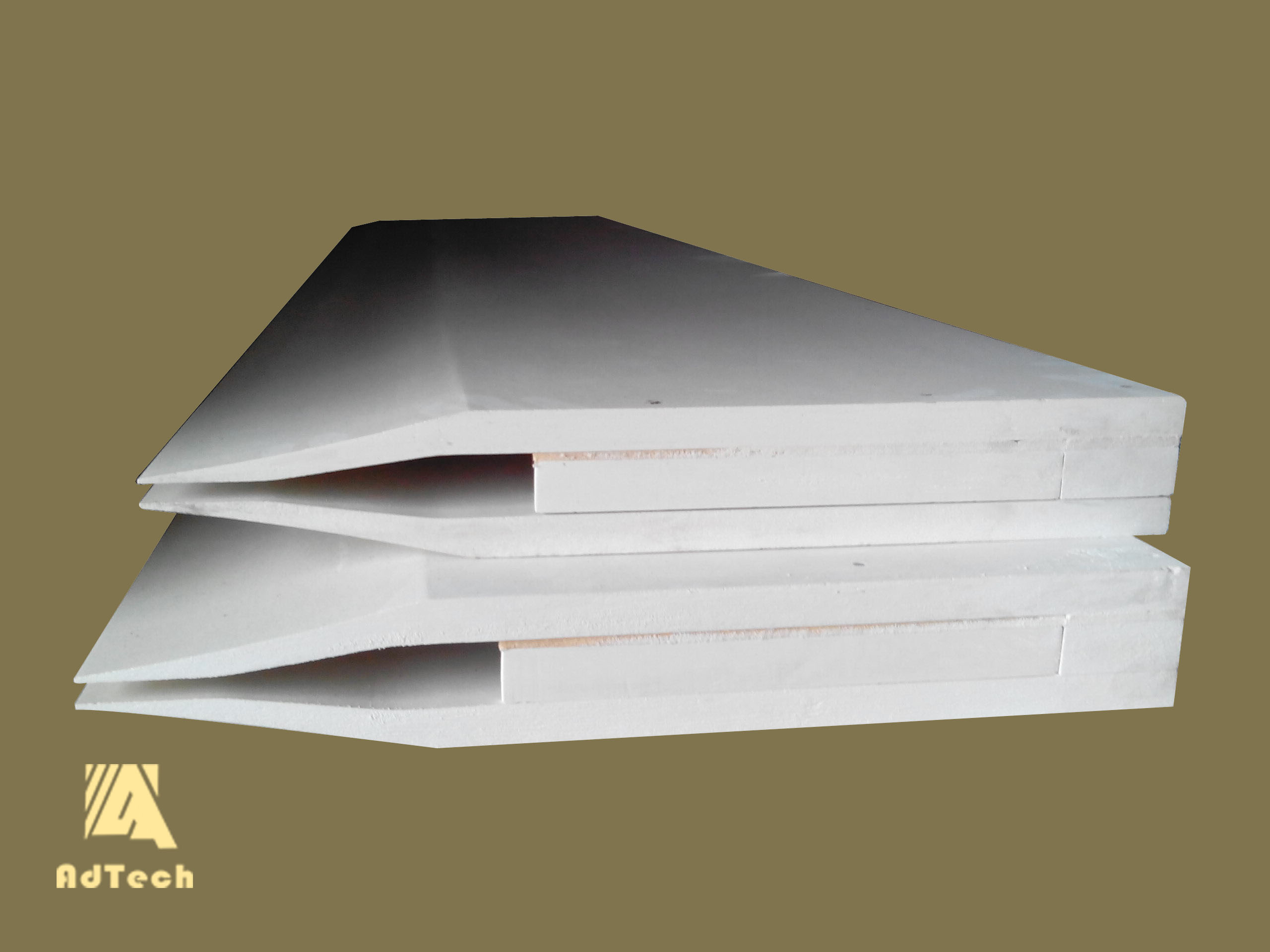
Casting and rolling Nozzles are all calcined at high temperature and contain no organic matter. The shrinkage rate at 800 °C is zero, which can be used in various twin-roll continuous casting mills. Soft casting nozzle made of ceramic fiber without slag ball, used for the production of aluminum sheet and aluminum foil for medicine and food packaging materials. The hard casting nozzle made of ceramic fiber without slag ball and imported filler has the characteristics of high strength, smooth surface and wear resistance, and is suitable for casting and rolling of high speed aluminum sheet.

Casting and rolling Nozzles are made of high-quality materials (excluding sodium silicate), have good non-stick aluminum, low thermal conductivity, high temperature stability, uniform density, smooth surface and precise size. Level.
The strip-like projections appearing along the length of the surface of the aluminum product are a surface defect of the aluminum material. On the side of the product is a single-sided ear with double-sided ears on both sides. Some are throughout the product, but also locally, intermittently or periodically. Ears that appear on the surface of the product should be worn away.


Casting and rolling Nozzles split the ear because the metal is overfilled in the finished hole during rolling, and excess metal is squeezed into the roll gap. The specific reasons are:
(1) Improper design of the hole type, improper adjustment of the rolling mill or serious wear of the hole in the finished product, resulting in a large amount of hole in the finished product, resulting in double-sided ears;
(2) The entrance guide of the finished hole is not properly installed, not tight, the gap is too large, or the type of the entry hole is not easy to produce a single-sided ear or a double-sided intermittent ear;
(3) The temperature of the rolled piece is low or the full length temperature difference is large;
(4) Poor adjustment of the continuous rolling mill.
(5) The metal is cut off in the front hole of the finished product, and a convex hull appears on the surface of the rolled piece, and a periodic ear is generated when the rolling is performed.
The prevention and elimination methods are:
(1) Select the appropriate width factor and perfect the hole design;
(2) Strengthen the adjustment operation of the rolling mill and reasonably distribute the reduction;
(3) correctly install the finished hole inlet guide;
(4) Replace the worn groove with severe wear;
(5) Improve the heating quality of the billet and reach a uniform temperature.
Related posts:
 Aluminum Silicate Ceramic Caster Tip,Casting Tips And Nozzle
Aluminum Silicate Ceramic Caster Tip,Casting Tips And Nozzle
 Continuous Casting and Rolling for Aluminum Alloy Wire and Rod
Continuous Casting and Rolling for Aluminum Alloy Wire and Rod
 Liquid Aluminum casting tip
Liquid Aluminum casting tip
 Ceramic Foam Filters For Casting Aluminium
Ceramic Foam Filters For Casting Aluminium
 Tap Out Cone For Non-Ferrous Metal Casting
Tap Out Cone For Non-Ferrous Metal Casting
 Rio Tinto Aluminium-Tap Out Cone
Rio Tinto Aluminium-Tap Out Cone
 Molten Aluminum Flow Box with Dual Pouring Nozzles
Molten Aluminum Flow Box with Dual Pouring Nozzles
 Casting Knowledge – Effect of Ceramic Fiber Castertip on Roll Casting
Casting Knowledge – Effect of Ceramic Fiber Castertip on Roll Casting
 Billet Casting Machine Aluminum Casting Slag Ring for Aluminium Dross Processing
Billet Casting Machine Aluminum Casting Slag Ring for Aluminium Dross Processing
 Ceramic foam filter for casting factory to enhance casting product quality
Ceramic foam filter for casting factory to enhance casting product quality
No Comments