High-Performance Porous Ceramic Filters: Technical Overview and Industrial Applications
Porous ceramic filters represent a critical advancement in industrial filtration technology, offering unparalleled thermal stability, chemical inertness, and mechanical integrity. These engineered materials feature a highly controlled, interconnected pore structure designed to remove impurities from liquid metals, gases, and corrosive chemicals. Unlike polymer or metal-based alternatives, ceramic matrices maintain their structural profile under extreme temperatures and aggressive pH environments, making them the standard for modern metallurgical casting and high-temperature gas purification.
Porous Ceramic Filter Introduction
Porous Ceramic Filter is mainly made of high-grade aluminum silicate fiber made of aluminum silicate fiberboard, uniform material, good toughness and excellent thermal insulation performance.
It can be applied to the insulation lining of molds such as high temperature sealed environment and cast aluminum rods, which can meet the needs of customers for thermal insulation.
Porous Ceramic Filter is an essential configuration for forming a smooth filter cavity when using a ceramic filter plate to filter aluminum and aluminum alloy solutions. The filter front box product provided by the company has excellent heat resistance, aluminum resistance and rate and solvent washout. Good thermal insulation performance, high strength and strong resistance to mechanical shock.
In order to effectively realize the filtration efficiency of the Silicon Carbide Ceramic Filter, in addition to the general specifications, it can be designed according to the customer’s needs.

Fundamental Material Composition and Characteristics
The performance of a porous ceramic filter is dictated by its base material. Depending on the specific industrial environment—temperature, chemical exposure, and mechanical load—different ceramic oxides and non-oxides are utilized.
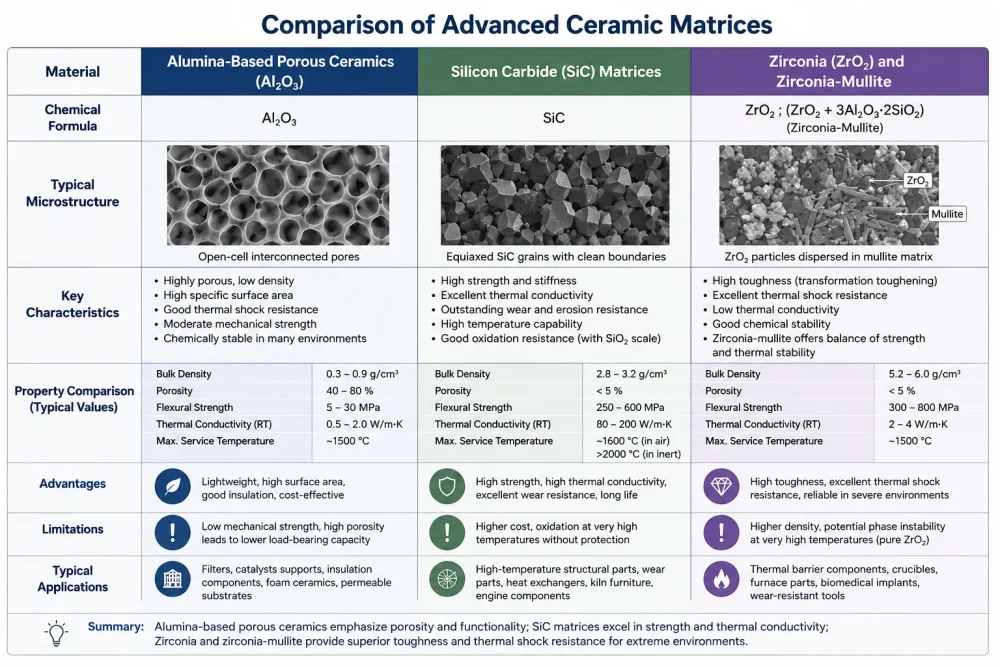
Comparison chart of advanced ceramic matrices showing Alumina-Based Porous Ceramics (Al2O3), Silicon Carbide (SiC) matrices, and Zirconia (ZrO2) with Zirconia-Mullite materials, including chemical formulas, microstructure images, key characteristics, density, porosity, thermal conductivity, flexural strength, temperature resistance, advantages, limitations, and industrial applications.
Alumina-Based Porous Ceramics (Al2O3)
Alumina is the most prevalent material for aluminum foundry applications. It offers excellent resistance to chemical attack and maintains high mechanical strength at temperatures up to 1200°C. The purity of the alumina (typically 90% to 99%) determines its resistance to specific alloying elements. In molten aluminum filtration, alumina filters effectively capture non-metallic inclusions such as oxides, carbides, and borides, ensuring the production of high-quality foil, sheet, and extrusion billets.
Silicon Carbide (SiC) Matrices
Silicon carbide filters are engineered for iron and copper-based alloys. Their high thermal conductivity and resistance to thermal shock make them ideal for the rapid temperature shifts encountered in foundry casting. SiC filters operate efficiently at temperatures reaching 1500°C. The material’s inherent hardness provides superior erosion resistance against the high-velocity flow of molten iron, preventing the filter itself from contributing to melt contamination.
Zirconia (ZrO2) and Zirconia-Mullite
For the most demanding applications, such as steel and superalloy casting, zirconia-based filters are required. These materials withstand temperatures exceeding 1700°C. Zirconia’s unique lattice structure provides exceptional toughness, preventing brittle fracture during the initial “metal hit” in a pouring sequence.
Summary of Technical Specifications
| Parameter | Alumina (Al2O3) | Silicon Carbide (SiC) | Zirconia (ZrO2) |
| Max Temperature | 1200°C | 1500°C | 1700°C+ |
| Primary Application | Aluminum, Zinc, Lead | Iron, Copper, Bronze | Steel, Superalloys |
| Chemical Resistance | Excellent (Acids/Alkalis) | High (Thermal Shock) | Extreme (Corrosion) |
| Standard PPI Range | 10 – 60 PPI | 10 – 40 PPI | 10 – 30 PPI |
| Typical Porosity | 80% – 90% | 75% – 85% | 70% – 80% |
Technical Parameters and Performance Metrics
When evaluating a porous ceramic filter, technical specifications determine the efficiency of the filtration system. These parameters must be calibrated to the specific flow rate and impurity size distribution of the process.
Pore Size Distribution and Purity
Pore size is typically measured in Pores Per Inch (PPI), ranging from 10 PPI to 60 PPI for metallurgical applications.
-
10-20 PPI: Used for high-volume flow where primary inclusion removal is the goal.
-
30-40 PPI: The industry standard for high-quality aluminum casting, balancing flow rate with fine particle capture.
-
50-60 PPI: Reserved for critical components such as aircraft-grade aluminum and ultra-thin foils.
Porosity and Permeability
Total porosity refers to the percentage of void space within the ceramic body, typically between 75% and 90%. High porosity ensures low pressure drop across the filter, which is vital for maintaining consistent production speeds. Permeability is calculated using Darcy’s Law, ensuring that the fluid velocity through the medium remains within the laminar flow regime to maximize inclusion attachment to the pore walls.
Compressive Strength and Thermal Shock Resistance
Industrial filters must survive the mechanical pressure of the fluid head and the thermal shock of sudden immersion in molten material. High-quality filters undergo rigorous testing to ensure that the “cold crushing strength” and “hot modulus of rupture” meet international standards.
Advanced Manufacturing Processes
The reliability of a porous ceramic filter stems from the precision of its manufacturing. The most effective method for creating the open-cell structure is the polymeric sponge replication technique.
-
Sponge Selection: A high-quality polyurethane foam with a specific PPI is selected as the template.
-
Slurry Coating: The foam is impregnated with a ceramic slurry containing fine ceramic powders, binders, and rheological modifiers. The viscosity of this slurry is critical; it must be thick enough to coat the foam strands but fluid enough to leave the pores open.
-
Compression: The coated foam passes through rollers to remove excess slurry, ensuring uniform coating thickness throughout the internal structure.
-
Drying and Firing: The “green” filter is dried under controlled humidity. During the subsequent firing process in a high-temperature kiln, the polyurethane template vaporizes, leaving behind a ceramic replica of the original foam.
-
Sintering: The ceramic particles fuse together at high temperatures (sintering), creating a rigid, chemically bonded lattice.
Filtration Mechanisms in Liquid Metals
Porous ceramic filters do not function solely as mechanical sieves. The filtration process involves three distinct stages:
Mechanical Screening
Large inclusions that exceed the pore size are captured at the surface of the filter. This forms a “filter cake,” which eventually assists in capturing even smaller particles.
Gravity and Inertial Impaction
As the melt follows a tortuous path through the interconnected pores, denser particles collide with the ceramic walls. The change in flow direction caused by the complex internal geometry forces particles out of the main stream.
Physical and Chemical Adsorption
On a microscopic level, there is an attraction between the inclusions and the ceramic material. Fine particles, often much smaller than the actual pore openings, adhere to the pore walls due to Van der Waals forces and chemical affinity. This “deep-bed filtration” is why a 30 PPI filter can successfully capture particles significantly smaller than its average pore diameter.
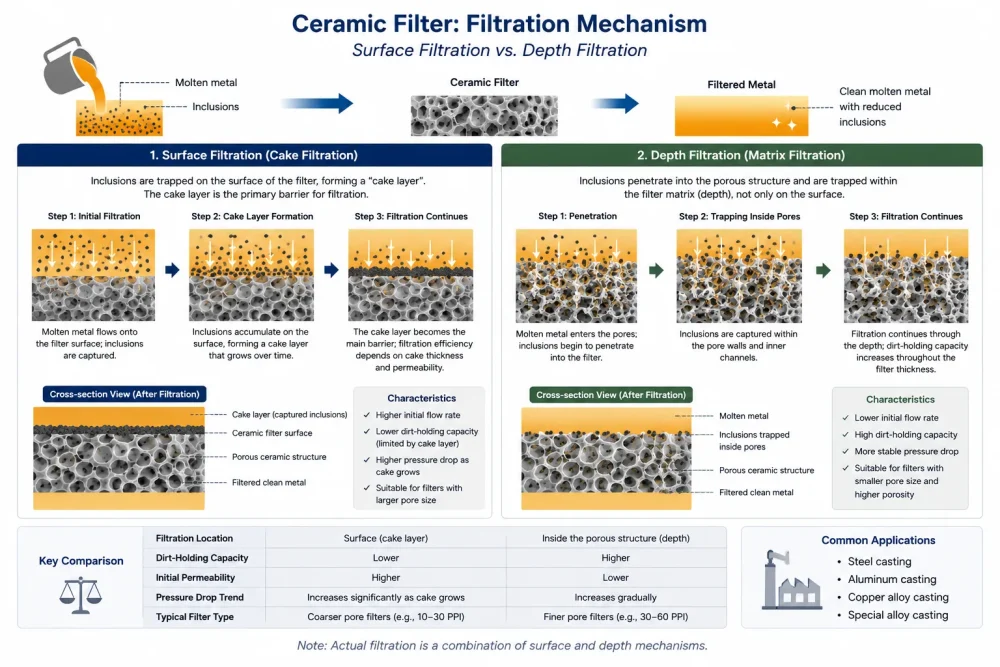
Ceramic Filter: Filtration Mechanism Surface Filtration vs. Depth Filtration
Industrial Applications and Sector Analysis
Aluminum Casting and Refining
In the aluminum industry, porous ceramic filters are used in the launder system between the furnace and the casting machine. They are essential for producing:
-
Can Stock: Removing inclusions prevents pinholes in thin aluminum cans.
-
Extrusions: Cleaner metal reduces die wear and improves surface finish.
-
Automotive Components: Ensuring structural integrity in engine blocks and wheels.
Ferrous and Non-Ferrous Foundries
For iron and copper, these filters prevent “sand wash” and other refractory-related defects. They also reduce turbulence during the mold-filling process, which prevents the formation of re-oxidation defects.
High-Temperature Gas Filtration
Beyond metallurgy, porous ceramics serve as critical components in industrial dust collection and gas cleaning. In coal gasification and waste-to-energy plants, these filters remove fine particulate matter from exhaust streams at temperatures where traditional fabric filters would incinerate.
Chemical and Catalyst Support
The high surface area and chemical resistance of porous ceramics make them excellent substrates for catalysts. In the petrochemical industry, they facilitate reactions in aggressive environments while allowing for high-velocity gas or liquid flow.
Quality Control and Standardization Protocols
To ensure consistent performance, each production batch undergoes a series of evaluations:
-
Dimensional Accuracy: Ensuring the filter fits perfectly into the filter box or holder to prevent “bypass,” where unfiltered metal flows around the edges.
-
Pore Uniformity: Visual and automated checks to ensure there are no “blind” pores or excessive clogging.
-
Chemical Analysis: Spectrographic analysis confirms the purity of the ceramic raw materials, ensuring no harmful elements (like silica in certain aluminum applications) leach into the melt.
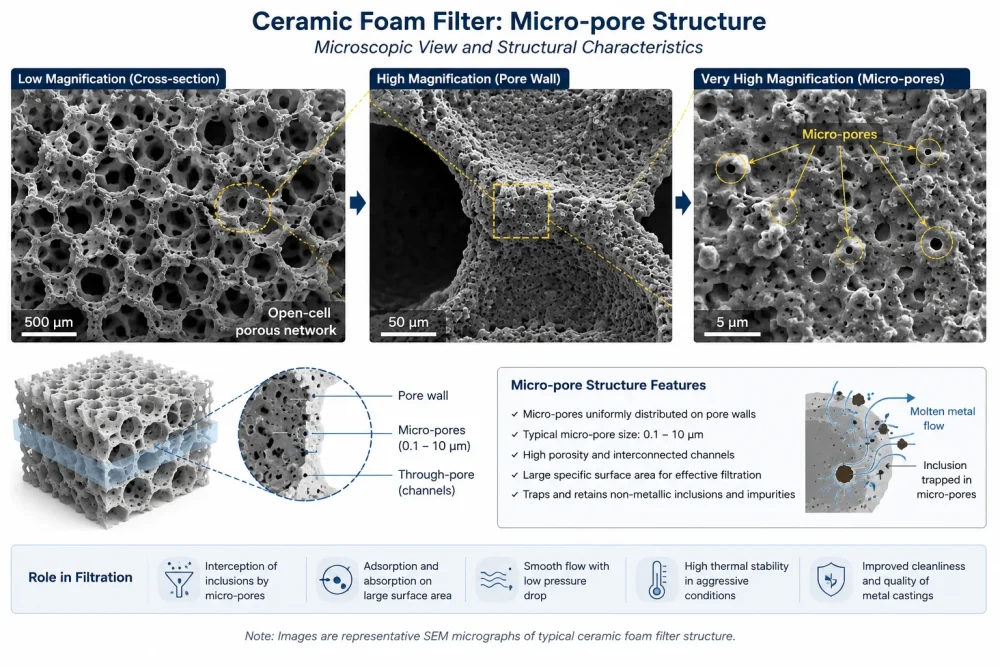
Ceramic Foam Filter: Micro-pore Structure Microscopic View and Structural Characteristics
Installation and Operational Best Practices
Proper utilization is as important as filter quality.
-
Pre-heating: For high-temperature alloys, pre-heating the filter prevents thermal shock and ensures the initial metal flow does not freeze within the pores.
-
Correct Seating: Using high-quality ceramic fiber gaskets or expansion gaskets ensures a tight seal.
-
Flow Rate Management: The total surface area of the filter must be matched to the required flow rate. Overloading a filter leads to excessive pressure and potential structural failure.
Troubleshooting Common Filtration Issues
Filter Breakage
Typically caused by improper seating or excessive mechanical impact during the start of the pour. Solution: Improve the filter box design and ensure a smooth metal entry.
Metal Freezing
Occurs when the filter acts as a heat sink, cooling the metal below its liquidus temperature. Solution: Increase pre-heating time or slightly raise the furnace temperature.
Incomplete Filtration
If inclusions are still present in the final product, the PPI may be too low, or there may be a bypass issue around the filter edges. Solution: Move to a finer PPI (e.g., from 30 to 40) and check the gasket integrity.
Future Developments in Porous Ceramic Technology
The industry is moving toward “active filtration,” where the ceramic material is doped with specific chemicals to react with and remove dissolved impurities (such as hydrogen gas or sodium) from the melt. Additionally, 3D-printing technologies are beginning to allow for the creation of “designed” pore structures with optimized flow paths that cannot be achieved through traditional sponge replication.
Porous Ceramic Filter Instructions
1. Clean the filter box.
2. Gently put the filter plate into the filter box and press the sealing gasket around the filter plate by hand to prevent the aluminum liquid from flowing.
3. Evenly preheat the filter box and filter plate to bring it close to the temperature of the aluminum liquid. Preheat to remove moisture and facilitate initial transient filtration. Preheating can be carried out using electrical or gas heating. Under normal circumstances, it takes about 15–30 minutes.
4. Pay attention to the change of aluminum hydraulic head during casting. The normal starting pressure head is 100-150mm. When the aluminum liquid begins to pass, the pressure head will drop below 75–100mm, and then the pressure head will slowly increase.
5. During the normal filtration process, avoid knocking and vibrating the filter plate. At the same time, the launder should be filled with aluminum water to avoid too much disturbance of the aluminum water.
6. After the filtration is finished, remove the filter plate in time and clean the filter box.
Silicon Carbide Ceramic Filter Particular Value: in gravity casting and low pressure casting in metallic aluminum or aluminum alloy molds, the aluminum liquid filter has a gasket made of a soft, flexible strip of ceramic fiber material on its peripheral surface.
AdTech Ceramic Foam Filters
Case Study: 2025 Aluminum Filtration Optimization for a Leading Indian Foundry
Location: Odisha, India
Date: January – March 2025
Industry: High-Precision Aluminum Extrusion (6000 Series Alloys)
The Challenge: High Scrap Rates and Inclusion Defects
A major aluminum casting facility in India faced significant quality hurdles in late 2024. The plant reported a persistent 7.8% scrap rate caused by non-metallic inclusions (NMIs) in their 6061 and 6063 billets. These impurities resulted in “black spots” and surface tearing during the extrusion process, leading to rejected shipments from international automotive clients.
The primary issues identified were:
-
Inefficient Filtration: Previous filters allowed fine oxides (>20 microns) to pass through.
-
Thermal Shock: Structural failures in low-quality filters caused secondary melt contamination.
-
Inconsistent Flow: Irregular pore structures led to metal turbulence and oxide formation.
The AdTech Solution: High-Purity Ceramic Foam Filters (CFF)
AdTech implemented a comprehensive filtration overhaul centered on our High-Purity Alumina Porous Ceramic Filters. Our engineering team designed a dual-stage filtration protocol tailored to the facility’s high-volume output.
Technical Specifications Applied:
-
Filter Material: 92% Alumina (Al2O3) Ceramic Foam.
-
Configuration: Dual-stage filtration using 30 PPI (Pores Per Inch) for primary bulk removal and 40 PPI for fine polishing.
-
Gasket Technology: High-expansion gaskets to ensure a 100% seal, preventing unfiltered metal bypass.
-
Pre-heating Protocol: Specialized SOPs to heat the filters to 350°C, eliminating thermal shock and ensuring smooth metal entry.
The Results: 93% Removal of Large Oxides
After 90 days of implementation, the foundry achieved a transformative shift in metallurgical quality. Internal laboratory data and SEM analysis confirmed the following:
-
Inclusion Removal Efficiency: 93.3% reduction in large oxides (>50 microns) and a 78.9% reduction in fine inclusions (10-20 microns).
-
Scrap Rate Reduction: Total internal rejections dropped from 7.8% to 2.2%, a 71.8% improvement in production yield.
-
Financial Impact: The reduction in remelting costs and scrap loss resulted in an estimated $42,000 USD monthly savings.
-
Zero Structural Failures: Throughout the 1,200-filter trial, 0% breakage or “freeze-off” incidents occurred due to the superior thermal stability of the AdTech matrix.
Conclusion
This 2025 project demonstrates that high-performance Ceramic Foam Filters are critical to maintaining global quality standards in the aluminum industry. By replacing inconsistent filtration with AdTech’s engineered porous ceramics, the Odisha facility successfully eliminated inclusion-related defects and secured its position as a Tier-1 supplier for the automotive market.
Performance Metrics Summary
| Key Metric | Pre-AdTech | Post-AdTech | Improvement |
| Scrap Rate | 7.8% | 2.2% | -71.8% |
| Large Oxide Presence | 1.8 mm2/kg | 0.12 mm2/kg | -93.3% |
| Fine Inclusion Presence | 4.5 mm2/kg | 0.95 mm2/kg | -78.9% |
| Filter Structural Failures | Occasional | 0% | 100% Reliability |
Frequently Asked Questions regarding Porous Ceramic Filters
What is the difference between a ceramic foam filter and a porous ceramic filter?
While often used interchangeably, “porous ceramic” is the broad category. “Ceramic foam” specifically refers to the open-cell structure created by the replication process. Other porous ceramics may include “honeycomb” structures with straight, non-interconnected channels.
How do I determine the correct PPI for my process?
The choice depends on the alloy being cast and the required cleanliness level. For standard industrial aluminum, 30 PPI is the baseline. For high-finish products like lithographic sheets, 50 PPI or dual-stage filtration is recommended.
Can these filters be reused?
In metallurgical casting, porous ceramic filters are generally single-use components. Once the metal solidifies within the pores, the filter cannot be cleaned without destroying the ceramic matrix. However, in gas filtration or catalyst applications, they can often be cleaned through back-flushing or chemical washes.
What is the maximum operating temperature for an alumina porous ceramic filter?
Alumina filters are typically rated for continuous use up to 1200°C (2192°F), making them suitable for all aluminum and most copper-based alloy temperatures.
How does porosity affect the flow rate?
Higher porosity (e.g., 90%) allows for a higher volume of fluid to pass through with less resistance. However, there is a trade-off: extremely high porosity can reduce the mechanical strength of the filter. Balancing these two factors is the hallmark of a high-quality manufacturer.
Related posts:
 Graphite ring performance introduction
Graphite ring performance introduction
 al2o3 Ceramic Foam Filter
al2o3 Ceramic Foam Filter
 Ceramic Filter Suppliers
Ceramic Filter Suppliers
 Custom Made Ceramic Fiber Launder
Custom Made Ceramic Fiber Launder
 20 Ppi Filter Foam
20 Ppi Filter Foam