13 6月 Nitrogen Degassing Aluminum Operating Procedures
Nitrogen Degassing Aluminum Unit Operating Procedures
Nitrogen Degassing Aluminum Unit preparation before use
1. Carefully check whether the mechanical system, electrical system and hydraulic system of the degassing device are normal before use, and have problems in time to ensure normal operation.
produce.
2. Check the gas pipeline of the degassing device for leaks or blockage before use. If there is any problem, it should be treated in time to ensure the degassing effect.
3. Check carefully whether the rotor vent hole is unblocked, whether the graphite rotor rotates normally, and whether the gas flow is normal before casting.
4. Check whether the discharge ports are blocked before casting to prevent the aluminum melt from running.
5. Each white shift will open the upper cover of the deaerator and clean the slag and inspect the rotor. It must be replaced when the rotor head etches more than 50%.
6. Before each casting, clean the dust, silicon felt and other debris on the degassing device, and clean all the aluminum chips, aluminum skin, aluminum slag, etc.
Keep the equipment clean.
Preheating the Degassing Box (after overhauling or clearing the air box)
1. Check the wear of the refractory parts and repair parts of the container to prevent heat loss or metal leakage.
2, ceramic fiber cotton plugged in addition to the cylinder inlet and outlet.
3. The console heating program is set to preheat the cabinet and automatically control the heating.
Aluminum liquid handling operation
1. Set the temperature of the aluminum liquid according to the requirements. When the casting is ready, the temperature control table of the degassing box is insulated at 730 °C; if it is any original such as alloy transfer or shutdown
When there is no material in the degassing box and need to be filled with aluminum, it must be ensured that the temperature inside the box reaches 750 ° C to be able to fill the aluminum.
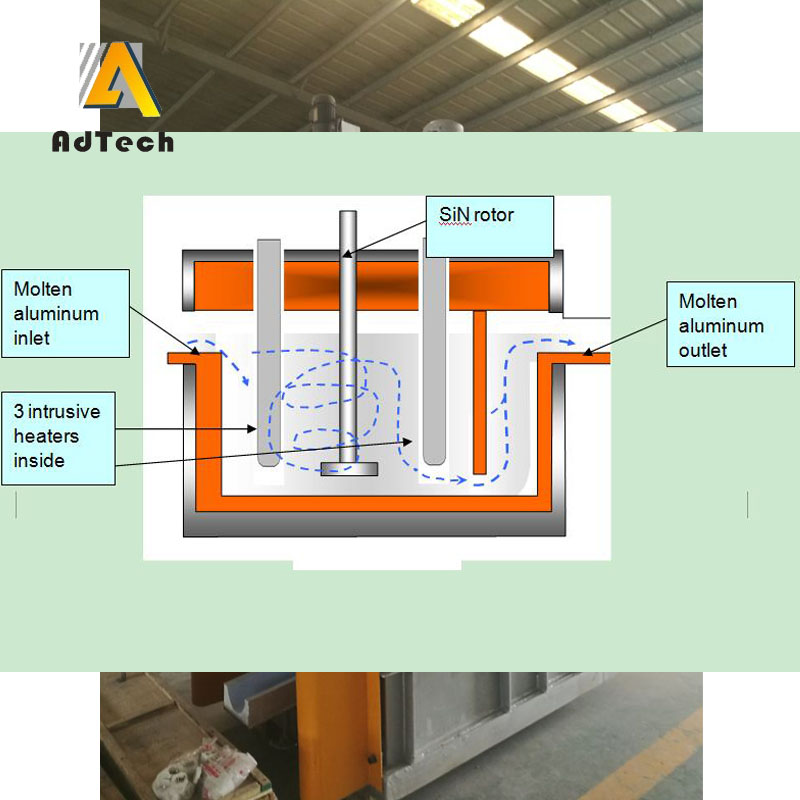
2. Before the charge enters the degassing box, the baffle in the front trough of the deaeration tank should be lowered to properly raise the liquid level, so that the surface of the trough melt oxide slag enters.
The degassing chamber can float up, which is good for being cleaned up.
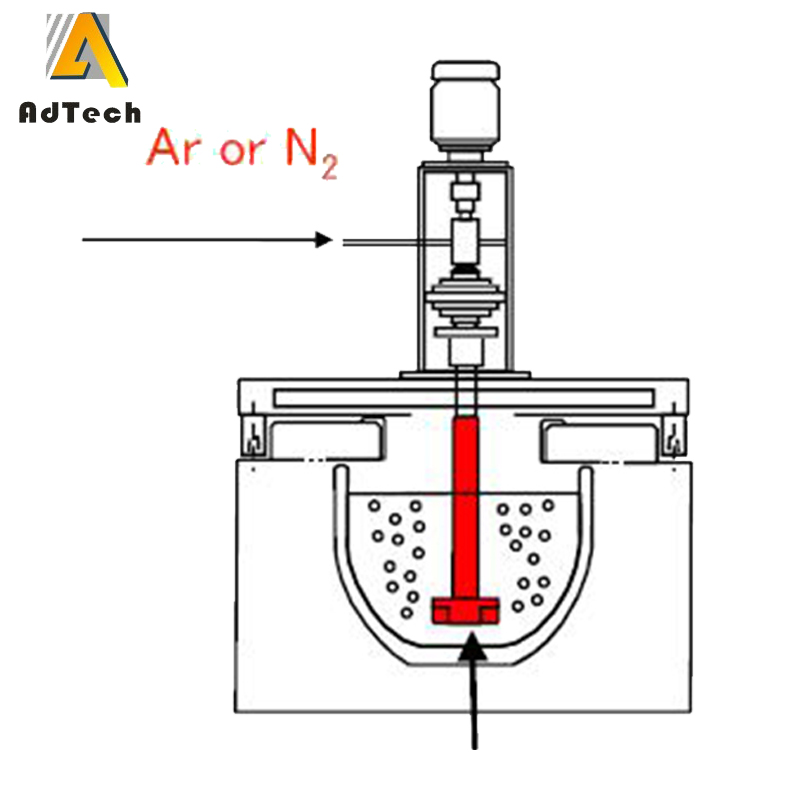
3. After the start of casting, the degassing gas is switched to argon gas, and the working state of the deaeration tank is set to the processing state.
4. Inject inert gas into the molten metal through the rotor, and add chlorine gas to the inert gas. The flow rate of the inert gas is 4 Nm3/h, and the flow rate of chlorine gas
For the flow rate of inert gas 0.5%-2%, check the flow and pressure in the gas control cabinet. The gas pressure is 3 Bar chlorine and the argon gas is 6 Bar.
5. When the argon gas is unstable in the casting process, the rotation speed is reduced, or a certain rotor cannot work normally, it is determined according to the measured hydrogen content on the line.
Continue casting or returning to the furnace; if two or three rotors suddenly fail to work properly, they must be disposed of immediately, depending on the product use.
Indicate that the chief technician or technical director has decided not to return to the furnace.
AdTech Metallurgical Materials Co.,Ltd.
Cleaning between castings
When you need to replace the aluminum liquid in Nitrogen Degassing Aluminum, do the following:
1. Check that the tools used for cleaning are dry and free of debris and have been brushed with refractory materials; otherwise they should be disposed of in time. Check the dryness of the aluminum slag tank
Dry and free of debris, check that the drain port is well connected to the aluminum tank.
2. Raise the rotor speed to above 200r/min for 3 minutes, remove the insulation cotton at the entrance and exit, and seal the upper cover of the empty box.
3. After the cover is fully lifted, the pin on the boom will be clamped for cleaning.
4. Unscrew the rotor air outlet with steel wire or other items; ensure that the shaft is in good working condition, otherwise replace it.
5. Clean the heater and the slag attached to the bottom of the upper cover, use the colander to remove the scum from the surface of the aluminum liquid, and check the wear and tear of the inflatable seal and whether it is correct.
Located in the groove.
6. Ensure that there are no staff near the draining port and check that the draining bolts are good.
7. Open the drain port plug to ensure that the aluminum liquid flows smoothly into the aluminum discharge box. When the aluminum is released, use a long shovel to stir in the cylinder, and then clean it up after the completion.
Residual aluminum and slag; check the connection between the inlet and the cabinet is intact, non-stick aluminum.
8. After clearing the aluminum liquid, clean the wall, bottom and aluminum liquid inlet and outlet in time. The expansion seal, the side wall of the box and the middle can not be damaged during the cleaning.
Baffle.
9. The inner wall of the degassing box and the aluminum inlet and outlet should be cleaned, no residual aluminum, no residue; when the clearing box is cooled, it will be repaired with refractory mud.
Cracks, refractory mud should be smoothed as much as possible, then use bone powder water (1:3) to evenly spray a layer in the cylinder; if the inner wall of the cylinder is too thick
Rough, it needs to be coated with boron nitride water.
10. After completing the above work, after determining that there is no debris in the edge of the box and the seal, pull the boom pin out and drop the upper cover of the cylinder.
The draining port and the aluminum inlet and outlet are blocked and strong.
11. After the maintenance is completed, perform the “chamber preheating” program to preheat.
12. Except that the cylinder is heated to above 730 °C, the aluminum liquid in the melting furnace can be introduced into the cylinder to ensure that the temperature of the aluminum liquid is not lower than 730 ° C.
The temperature should not be too high or too low for the heater to avoid damage to the heater.
13. When the aluminum liquid is filled, a special person should be sent to observe the draining port.
14. Adjust the cylinder protection to the insulation state.
15. Manually measure the temperature of the inlet and outlet of the cylinder to prevent the temperature of the thermocouple installed on the cylinder from being inaccurate, causing the temperature of the aluminum liquid to be too high or the temperature is too high.
Low solidification.
Aluminum liquid insulation operation
1. After the casting is finished, the cylinder working state is switched to the heat preservation state.
2. After entering the heat preservation state, the rotor speed is automatically converted to the set value.
3. Turn off the argon gas and switch the degassing gas to nitrogen (do not switch when producing 5-series high-magnesium alloy). If chlorine is used, chlorine needs to be turned off.
Gas, purging the pipeline.
4. Adjust the heater to low power and the heater temperature is below 900 °C.
Related posts:
 Degassing In Hindi
Degassing In Hindi
 Rotary Degassing Aluminum Technology from China
Rotary Degassing Aluminum Technology from China
 Fixed Degassing Unit
Fixed Degassing Unit
 Aluminum Degassing Methods
Aluminum Degassing Methods
 Rusal Degassing Aluminum
Rusal Degassing Aluminum
 How Degasser Works in the aluminium casting line
How Degasser Works in the aluminium casting line
 Castable Refractory Degassing Molten Aluminum With Nitrogen
Castable Refractory Degassing Molten Aluminum With Nitrogen
 Rusal Aluminum Supplier-Nitrogen Degassing Machine
Rusal Aluminum Supplier-Nitrogen Degassing Machine
 Degassing With Nitrogen
Degassing With Nitrogen
 Nitrogen Degassing Unit
Nitrogen Degassing Unit
 Aluminium Degassing With Nitrogen
Aluminium Degassing With Nitrogen
Sorry, the comment form is closed at this time.