
11 3月 Casting Line Trough
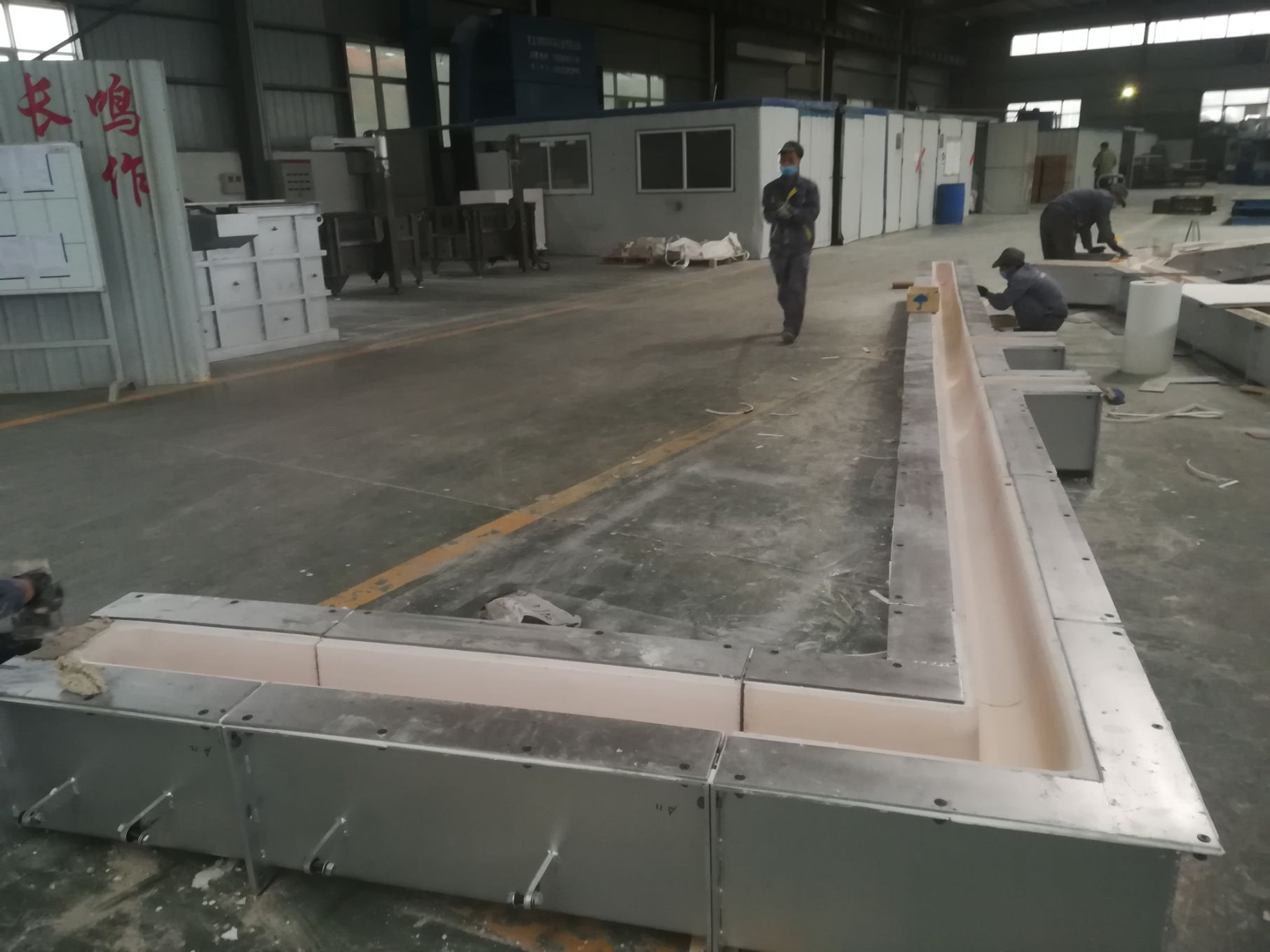
Casting Line Trough is a tool for conveying liquid aluminum. The molten aluminum is transported from the holding furnace mouth to the mold splitter tray. In order to prevent the aluminum liquid from falling too much, the conveying distance of the open flow trough is generally not less than 10m, the upper part of the heat-preserving launder is covered with a refractory material, and the temperature is lower than 1℃ per meter, and the open launder is lowered by 1~3℃ per meter.
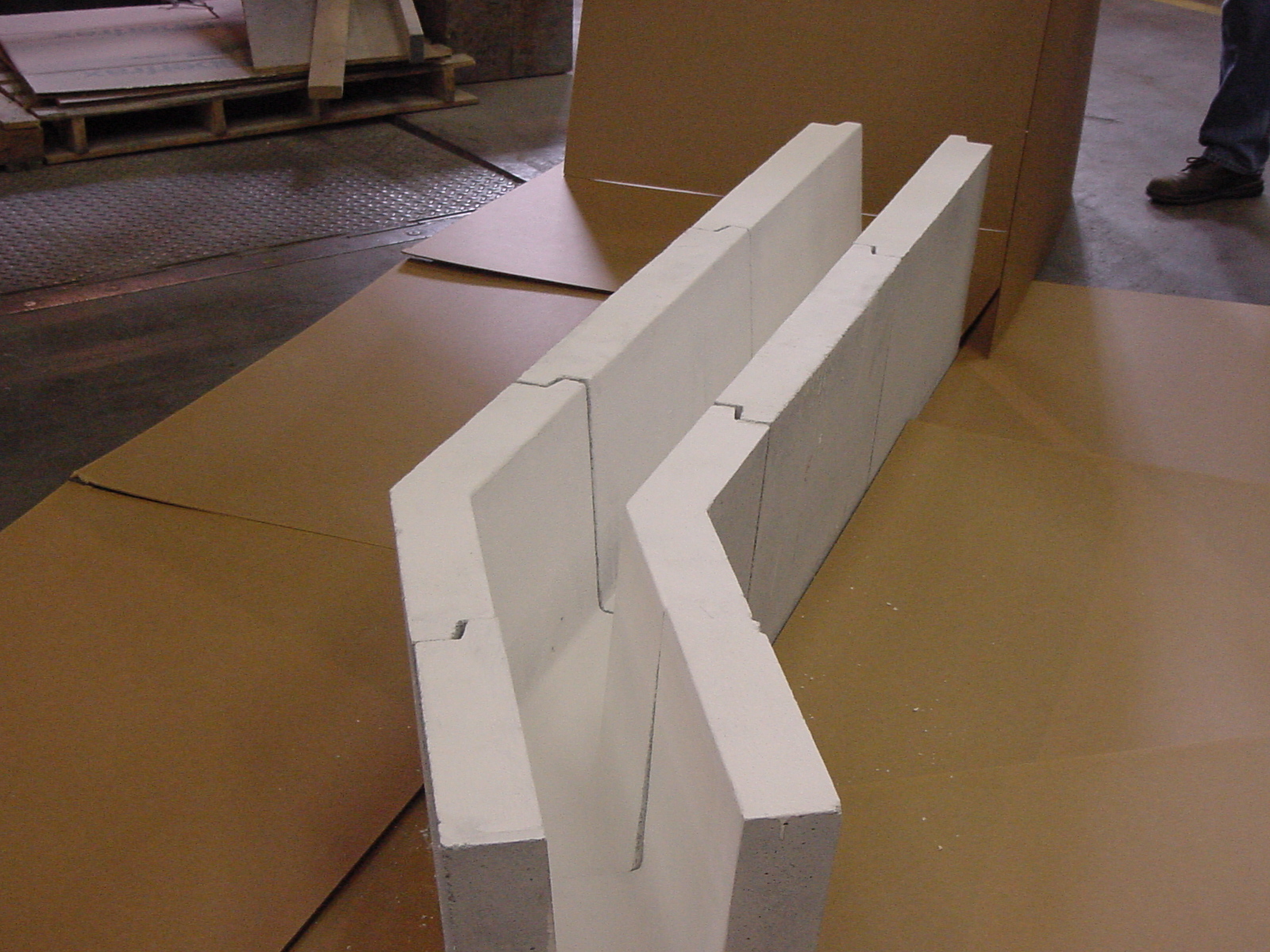
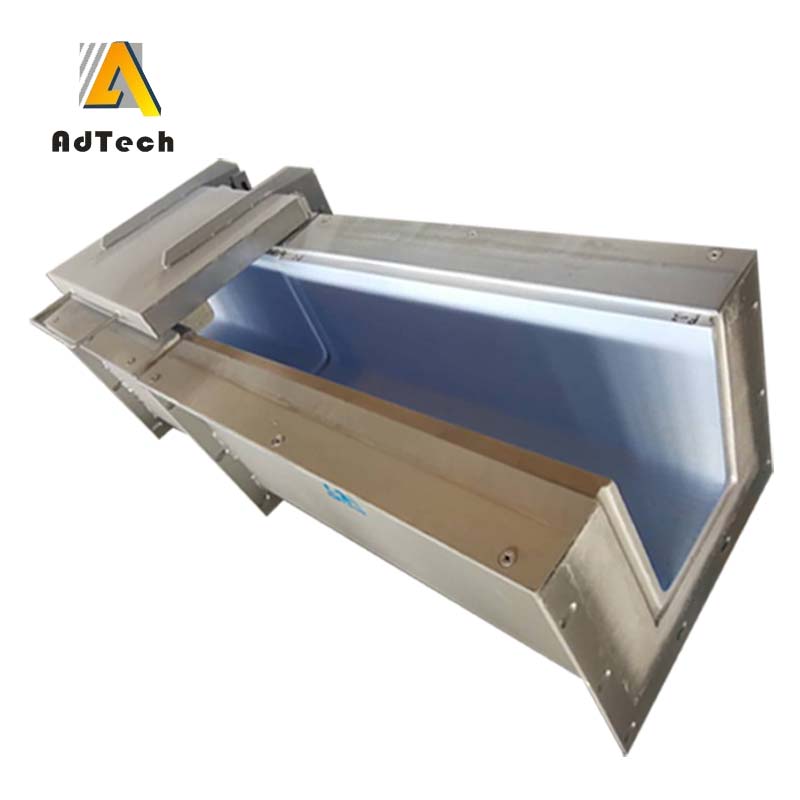
The section of Casting Line Trough is U-shaped or rectangular, and the outer shell is made of 8-10mm steel plate, welded with anchor nails for fixing refractory material, and the inner part is knotted by high-aluminum refractory material.
The cross-sectional area of the molten aluminum depends on the capacity of the melting furnace.
The thickness of the refractory material is 30-50mm, and it is also made of sintered U-shaped refractory bricks.In order to facilitate the movement, the length of the runner is generally not more than 2.0m/branch.
U-shaped flanges with holes are installed at both ends to facilitate the interconnection of multiple flow grooves.
When connecting, the gasket hard aluminum silicate plate is tightened with bolts.
Before Casting Line Trough is used, it needs to be painted and baked to remove moisture, and the baking temperature should not be lower than 150℃. After use, clean the aluminum slag and debris in the tank.
1. The structure of the molten aluminum launder
1. The steel plate and the bracket are connected together to form the shell of the runner.
2. The inner lining is formed by connecting a thermal insulation cotton board and a flow trough made of a shaped thermal insulation material.
3. A deaerator and a filter are connected in the middle.
Second, the role of molten aluminum launder
1. The molten aluminum is introduced into the aluminum rod casting mold and degassed and filtered during the introduction.
2. Dissolve and disperse aluminum titanium boron elements.
Third, the performance and parameters of the molten aluminum launder
1. It has strong thermal insulation performance, and no impurities are produced during the flow process.
The cast aluminum rods have a smooth surface and a high rate of fine crystallization. The number of cast aluminum rods is not limited. Currently, up to 116 rods can be cast at a time, and it can also be designed and produced according to any customer specifications.
The tilting degree of the casting platform is designed to be 85°-90°, which can be used in conjunction with the hydraulic lifting of the casting well or the lifting and lowering of the steel wire rope drive.
It is quick and convenient to install and change molds, simple maintenance, no need to stick silicic acid paper, less wearing parts, all made in China.
The crystallizer and the starter head are automatically aligned and coordinated to avoid damage to the crystallizer and aluminum leakage.
Performance of aluminum rod casting machine:
1. The maximum traction of the hoist is 20 t.
2. The traction speed is 0-600mm/min.
3. The maximum tilting angle of the wellhead tilting platform is 90 degrees.
4. Tilting time is not less than 30 seconds.
5. Inverter stepless speed regulation.
6. Touch screen to set casting parameters and display casting data.
The transformation of the molten aluminum launder is one of the basic settings for the aluminum alloy casting industry to get rid of the old launder. The main function of the reform of the molten aluminum launder is to divert the molten aluminum from the mixing furnace to the casting machine.
The working area originally used the launder to be made of traditional high-temperature castable. The surface of this launder is easy to stick to aluminum during use. The operator has a long working time when cleaning the launder, and it is easy to cause damage to the castable. , So that the high temperature aluminum liquid penetrates into the castable, and the shell steel plate is gradually deformed, and the launder cannot be used normally in 4 months.
In addition, every time the convection trough is maintained, it is necessary to remove the castable and rebuild the shell steel plate after correcting it. The maintenance process consumes labor and materials.
Related posts:
 Molten Aluminium Trough
Molten Aluminium Trough
 Thermal Efficient Launder Systems
Thermal Efficient Launder Systems
 Casting Line
Casting Line
 Metal Transfer Runner Launder System for Aluminium From the melting furnace to the tundish
Metal Transfer Runner Launder System for Aluminium From the melting furnace to the tundish
 Casting Launders
Casting Launders
 Aluminum Silicate Launder For Conveying Aluminum
Aluminum Silicate Launder For Conveying Aluminum
 Electric Heating Aluminum Silicate Ceramic Trough
Electric Heating Aluminum Silicate Ceramic Trough
 Non-Sticky Aluminium Ceramic Launder
Non-Sticky Aluminium Ceramic Launder
 Hindalco Industries Limited Foundry Launder
Hindalco Industries Limited Foundry Launder
 Molten Aluminium Launder System
Molten Aluminium Launder System
 Aluminium Transfer Trough
Aluminium Transfer Trough
 Aluminium Trough Lining
Aluminium Trough Lining
 Insulated Launder
Insulated Launder
 Aluminium Foundry Casting line
Aluminium Foundry Casting line
No Comments