
30 11月 Aluminum Castertips
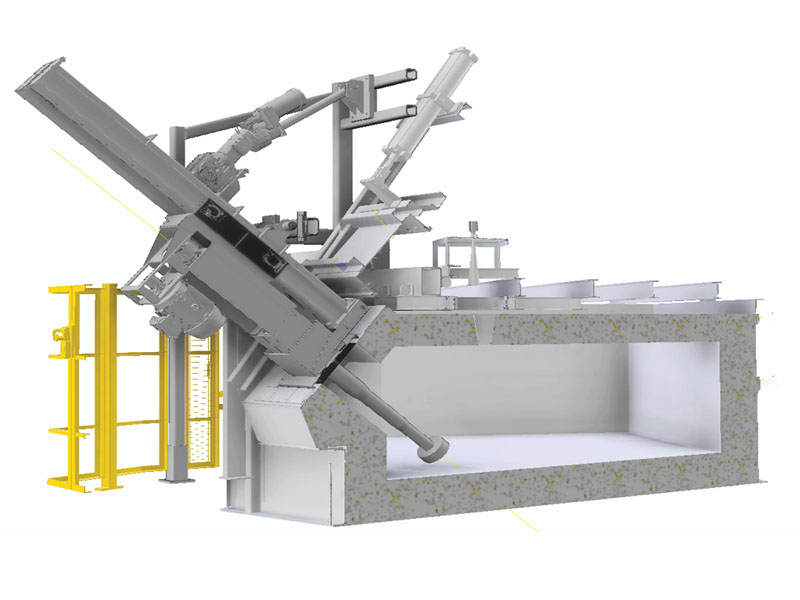
Aluminum Castertips are located in front of the rolls in the aluminum alloy domain rolling equipment to guide the aluminum alloy.
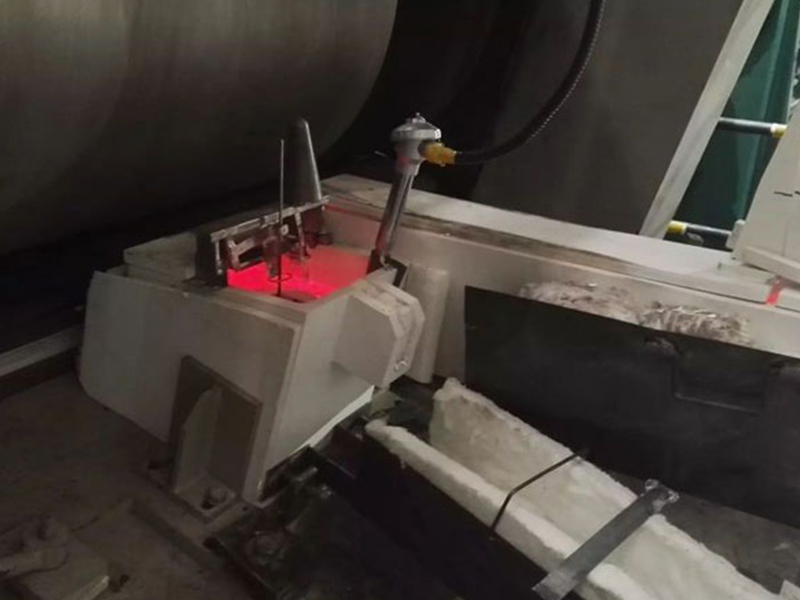
The liquid molten aluminum enters the casting nozzle from the feed port at the rear end, and then is sent out from the discharge port at the front end and enters the roll, where it is cooled by the roll and rolled into a cast billet.
Usually the width of the cast-rolled billet is determined by the exit width of the nozzle. In order to improve the utilization rate of the equipment and reduce the operating cost, the width of the sheet produced by the ordinary cast-rolling equipment is relatively wide, generally reaching 1450mm-1600mm.
For cast-rolled billets with a width of less than 800mm, if traditional equipment structures and production methods are used for production, unit output will decrease.
In the aluminum alloy casting process, the nozzle fixture is necessary to support and clamp the nozzle (brittle and fragile) made of refractory materials.
It has important adjustments to the adjustment of the opening of the nozzle, the adjustment of the plate shape, and the adjustment of the milk casting area. Therefore, it has a great impact on the product quality.
In the related art, the casting nozzle clamp includes an upper clamping plate located at the upper part of the casting tip, and a lower clamping plate located at the lower part of the casting nozzle. The upper clamping plate and the lower clamping plate clamp the casting nozzle through a threaded connection. The upper pressing plate and the lower pressing plate are provided with a plurality of shunt blocks between the upper pressing plate and the lower pressing plate.
When you need to adjust the opening degree, you need to tighten or loosen the threaded connection, because the upper splint and the lower splint are each integrated structure.
Therefore, there are the following disadvantages:
1. It is impossible to adjust the asymmetric plate shape by the opening degree.
2. The opening of the nozzle cannot be adjusted differently in different regions.
3. The opening degree of the casting nozzle cannot be adjusted online.
Aluminum strip casting-coarse grain
After the cast-rolled strip is pickled, the grain size is tested. The reason for coarse grains is insufficient feed of grain refiner or too low casting speed.
The correction method is to increase the casting speed and increase the feed rate of the titanium wire. The Ti content in molten aluminum should be 0.006-0.008%.
Aluminum strip casting ——Columnar crystal grain
The definition of columnar grains is: the coarse dendritic grains produced during casting are aligned in parallel on the strip. This is because the cooling gradient of the strip exceeds the cooling gradient on the roll sleeve.
The factors and correction methods that cause columnar grains are:
·Metal turbulence in Castertip. Increase the casting speed.
· Castertip is in contact with the roll. Skim the casting nozzle back.
· Blockage in the Castertip cavity.
Related posts:
 High Aluminum Casting Nozzle
High Aluminum Casting Nozzle
 ALuminium Ceramic Fiber Castertip
ALuminium Ceramic Fiber Castertip
 Caster Tip
Caster Tip
 Feeding Tip Cavity
Feeding Tip Cavity
 Casting Knowledge – Effect of Ceramic Fiber Castertip on Roll Casting
Casting Knowledge – Effect of Ceramic Fiber Castertip on Roll Casting
 Aluminum Tip Cavity
Aluminum Ceramic Fiber Castertip
Aluminum Tip Cavity
Aluminum Ceramic Fiber Castertip
 Aluminum Flux
Aluminum Flux
 Casting Nozzle
Casting Nozzle
 Casting Spile
Casting Spile
 Tip Cavity
Tip Cavity
 Molten Aluminum Flow Box with Dual Pouring Nozzles
Molten Aluminum Flow Box with Dual Pouring Nozzles
 Nozzle Cavity
Nozzle Cavity
Sorry, the comment form is closed at this time.